на поверхность, где образует шлак, который защищает раскаленный сварочный шов от попадания воздуха.
3.2. Положения электрода во время сварки
Существует четыре основных пространственных положения:
На поверхности:
электрод подносится сверху, части свариваемого изделия находятся в
горизонтальном положении.
Фронтальное:
электрод направляется горизонтально, части свариваемого изделия находятся в
вертикальном положении.
Вертикальное:
электрод подносится сверху и части свариваемого изделия находятся в том же
положении. Различают два положения:
Вертикальное восходящее:
электрод направлен вверх;
Вертикальное нисходящее:
электрод направлен вниз
Обратите внимание:
«Нисходящая» сварка требует быстрого передвижения электрода, в то время как
«восходящая» – медленного движения, которое больше нагревает свариваемый материал.
Потолочное:
электрод направлен вверх, части свариваемого изделия находятся в горизонтальном
положении.
Для лучшего результата необходимо тщательно подготовить поверхности свариваемых
изделий.
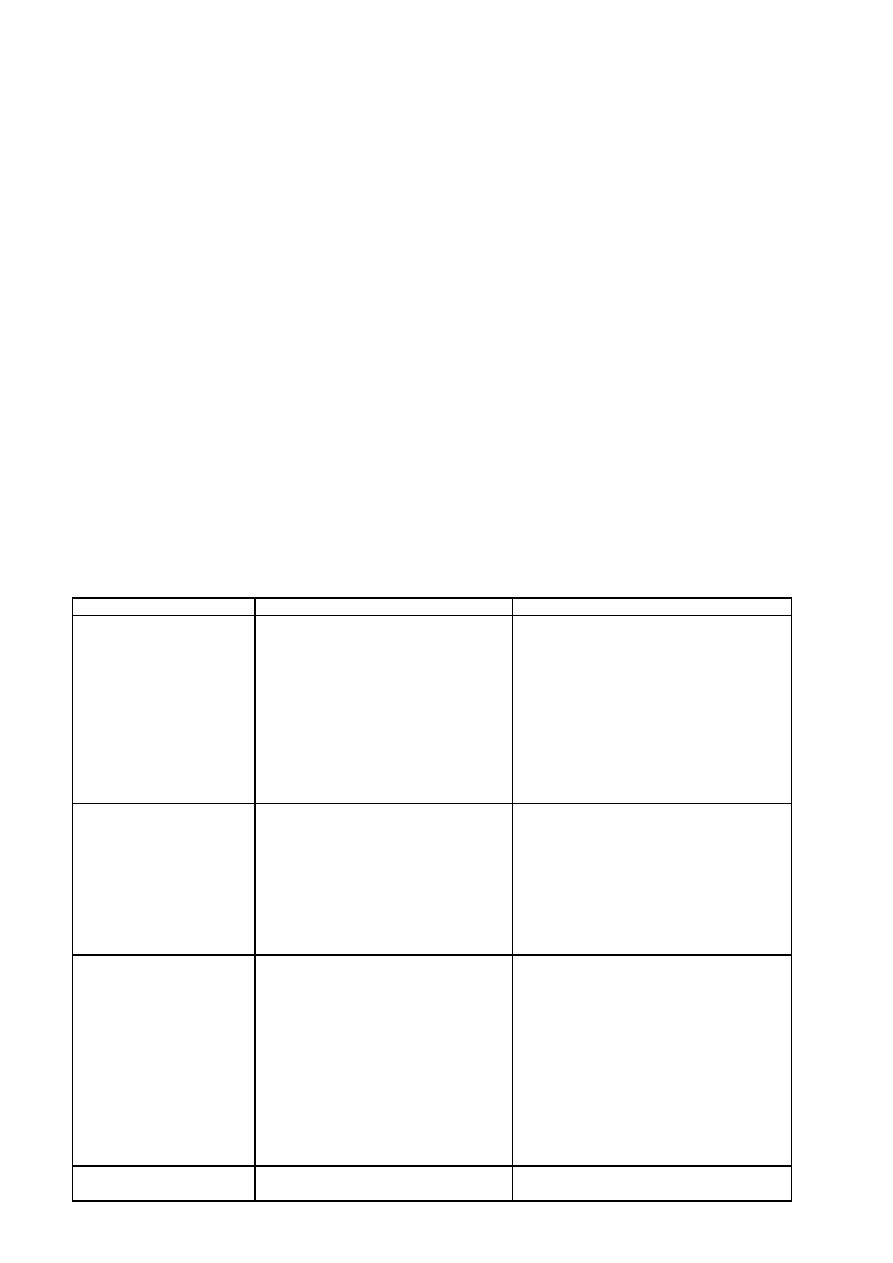
3.3 УСТРАНЕНИЕ ДЕФЕКТОВ ПРИ ЭЛЕКТРОДНОЙ СВАРКЕ
Дефект
Возможные причины
Устранение
8.
Пористый
сварочный шов.
•
Влажный электрод.
•
Слишком
высокий
сварочный ток.
•
Грязная
поверхность
заготовки.
•
Прокалить электрод перед
использованием.
•
Уменьшите сварочный ток.
•
Очистите
поверхность
изделия перед началом сварки.
9.
Появляются
видимые трещинки
сварочного шва сразу
же после
затвердевания.
4.
Излишняя
жесткость
стыка.
5.
Слишком
быстрое
охлаждение.
•
Уменьшите скорость сварки,
чтобы
уменьшить
образование
нагара.
•
Предварительно
нагрейте
изделие
и
охлаждайте
более
медленно.
10.
Раскол из-за
недостаточного
наполнения.
2)
Низкое
значение
сварочного тока.
3)
Слишком большой диаметр
электрода.
4)
Недостаточное
наполнение.
5)
Неправильный
порядок
наложения швов.
•
Увеличьте сварочный ток.
•
Используйте
электроды
с
меньшим диаметром.
•
Увеличьте наполнение.
•
Поместите
заготовки
в
правильной последовательности.
11.
Части
свариваемого изделия
−
Слишком тонкий электрод.
3)
Используйте
электроды
с
большим
диаметром,
20








































