13
РУССКИЙ
тивном случае, устраните неисправность. Все соединения сварочного контура должны быть
исправными, зажим (струбцина) должен быть прочно прикреплен к свариваемому изделию
(заготовке).
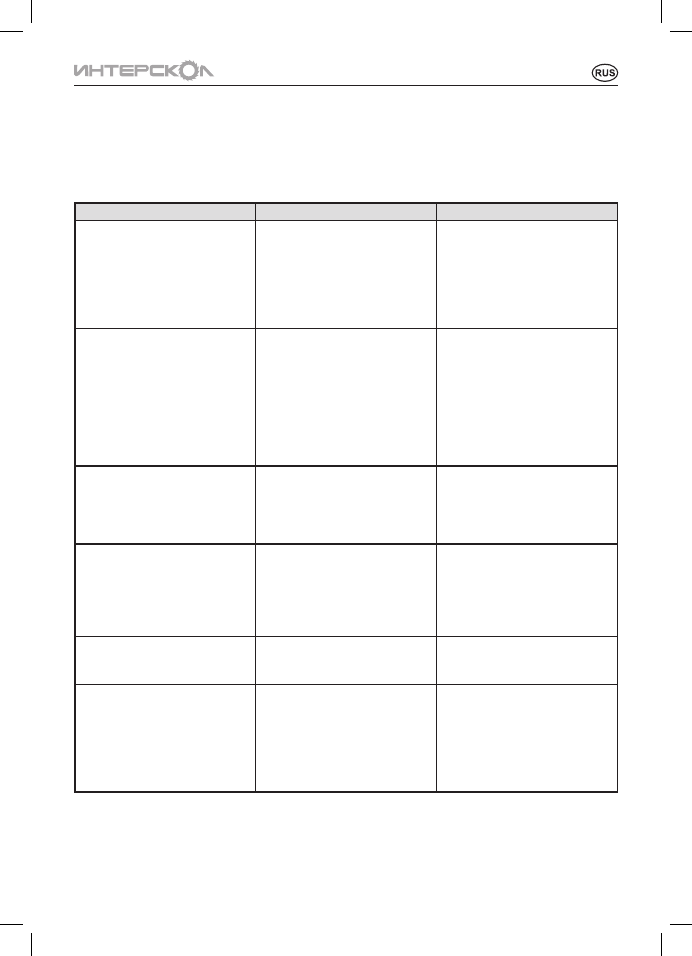
6.2.ВОЗМОЖНЫЕ ДЕФЕКТЫ СВАРНОГО шВА.
Возможные дефекты сварного шва и их устранение описаны в Табл. 4.
Таблица 4
Дефект сварного шва
Возможная причина
Способ устранения.
Пористость.
1. Плохая очистка детали.
2. Неправильное регулирова-
ние силы тока.
3. Некачественные электро-
ды.
1. Подготовить поверхность к
сварке.
2. Произвести регулировку.
3. Заменить электроды, при-
мените электроды более вы-
сокого качества.
Неполное расплавление.
1. Несовершенная техника
работы.
2. Слишком низкий ток.
3. Слишком высокая скорость
продольной подачи.
4. Большие потери на заготов-
ке.
1. Улучшить навыки в работе.
2. Добавить ток сварки.
3. Снизить скорость продоль-
ной подачи.
4. Максимально уменьшить
расстояние между сварным
местом и струбциной (зажи-
мом).
Неполное проникновение.
1. Слишком низкий ток.
2. Слишком высокая скорость
продольной подачи.
3. Расстояние краев соедине-
ния недостаточное.
1. Добавить ток сварки.
2. Снизить скорость продоль-
ной подачи.
3. Предусмотреть сварочный
зазор.
Избыточное проникновение
1. Слишком высокий ток.
2. Слишком низкая скорость
продольной подачи.
3. Избыточное расстояние
краев соединения.
1. Снизить ток сварки.
2. Увеличить скорость про-
дольной подачи.
3. Предусмотреть зазор.
Насечки на краях
1. Слишком высокий ток.
2. Несовершенная техника
работы.
1. Снизить ток сварки.
2. Улучшить навыки в работе.
Разрыв сварного шва
1. Неправильный выбор элек-
трода по отношению к мате-
риалу основы.
2. Тепловое воздействие не-
достаточное или избыточное.
3. Грязная поверхность.
1. Поменять электрод.
2. Улучшить навыки при ра-
боте.
3. Подготовить поверхность к
сварке.
































