IM-582, Invertec STT II Стр.:12/31
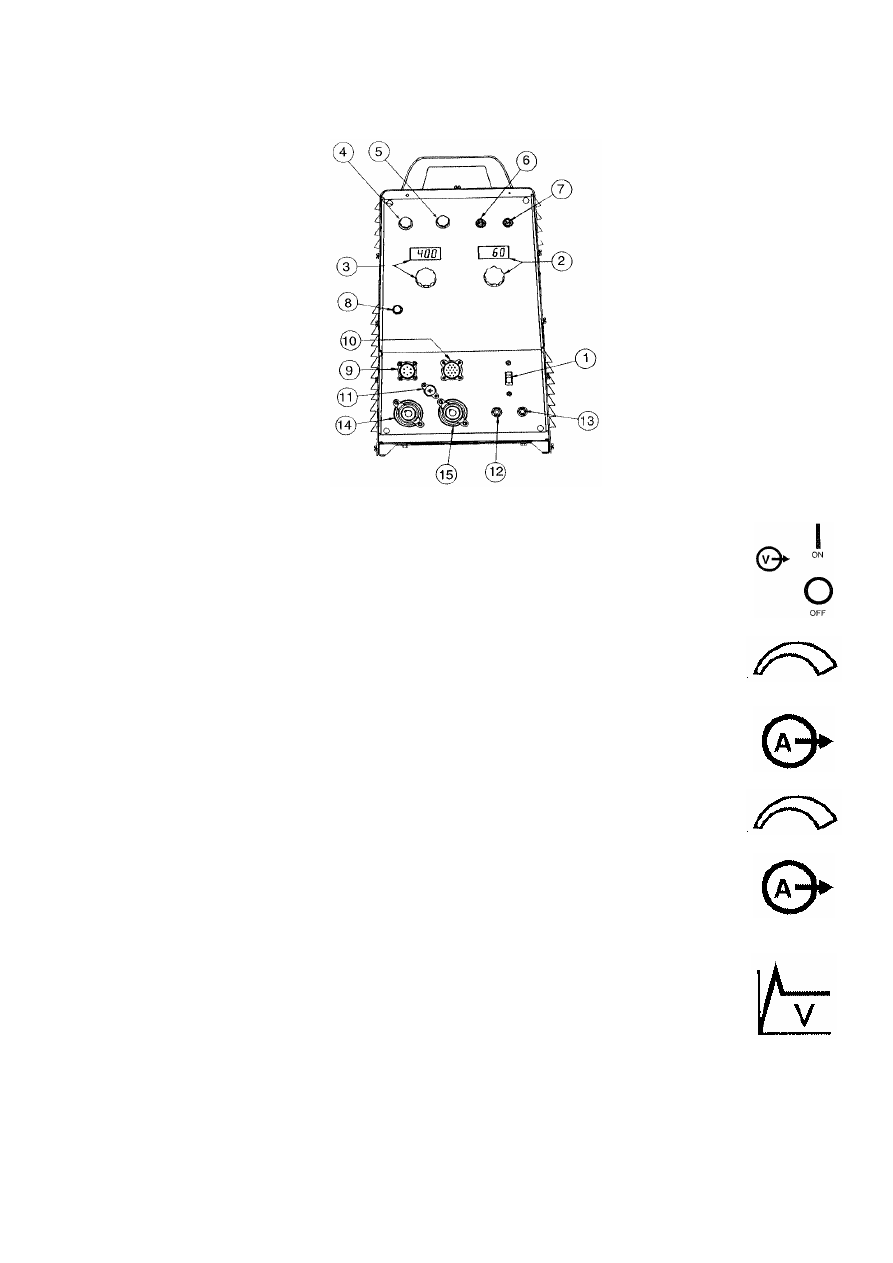
ПАНЕЛЬ УПРАВЛЕНИЯ INVERTEC STT II
1.
ВЫКЛЮЧАТЕЛЬ ’’СЕТЬ’’ : Осуществляет включение и выключение сварочного
источника. Данный выключатель подает также напряжение на 14-ти контактный разъем для
подключения контрольного кабеля механизма подачи.
2А. РЕГУЛЯТОР ВЕЛИЧИНЫ БАЗОВОГО ТОКА ’’BACKGROUND CURRENT’’ : В конце
импульса сварочный ток переходит на базовый уровень. Регулировка базового тока
происходит к диапазоне 0 - 125 А.
2Б. ИНДИКАТОР ВЕЛИЧИНЫ БАЗОВОГО ТОКА : Цифровой индикатор отображает
величину базового тока. Дискретность индикатора составляет 1 А. Он показывает только
установленное значение.
3А. РЕГУЛЯТОР ВЕЛИЧИНЫ ПИКОВОГО ТОКА ’’PEAK CURRENT’’ : Пиковый ток
действует в начальной части периода горения дуги. Регулировка пикового тока
осуществляется в интервале 0 - 450 А.
3Б. ИНДИКАТОР ВЕЛИЧИНЫ ПИКОВОГО ТОКА : Цифровой индикатор отображает
величину базового тока. Дискретность индикатора составляет 1 А. Он показывает только
установленное значение.
4.
РЕГУЛЯТОР ФОРСИРОВАННОГО СТАРТА ’’HOT START’’ : В течении начального
периода горения дуги регулятор форсированного старта обеспечивает увеличение
сварочного тока приблизительно на 25 - 50 % (стартовый ток). При этом улучшаются
зажигание дуги и внешний вид сварного шва. ’’HOT START’’ регулирует
продолжительность действия стартового тока. Шкала регулятора отградуирована от 0 до 10.
При установке на отметку ’’0’’ - стартовый ток отсутствует (функция ’’HOT START’’ не
работает), при установке на отметку ’’10’’ - стартовый ток действует на протяжении 4
секунд.
5.
РЕГУЛЯТОР ЗАДНЕГО ФРОНТА ИМПУЛЬСА ’’TAILOUT’’ : Регулятор ’’TAILOUT’’ управляет
длительностью заднего фронта импульса при переходе от пикового значения сварочного тока к базовому,
обеспечивая при этом увеличение объема наплавки и скорости сварки. При установке регулятора на минимум
выходная характеристика источника Invertec STT II соответствует выходной характеристике первоначальной
модели Invertec STT. При увеличении длительности действия заднего фронта импульса необходимо уменьшить
величину пикового и базового тока, чтобы поддерживать оптимальный уровень тепловложения.































Инструкции и руководства похожие на LINCOLN ELECTRIC STT II



Другие инструкции и руководства из категории Оборудование