15
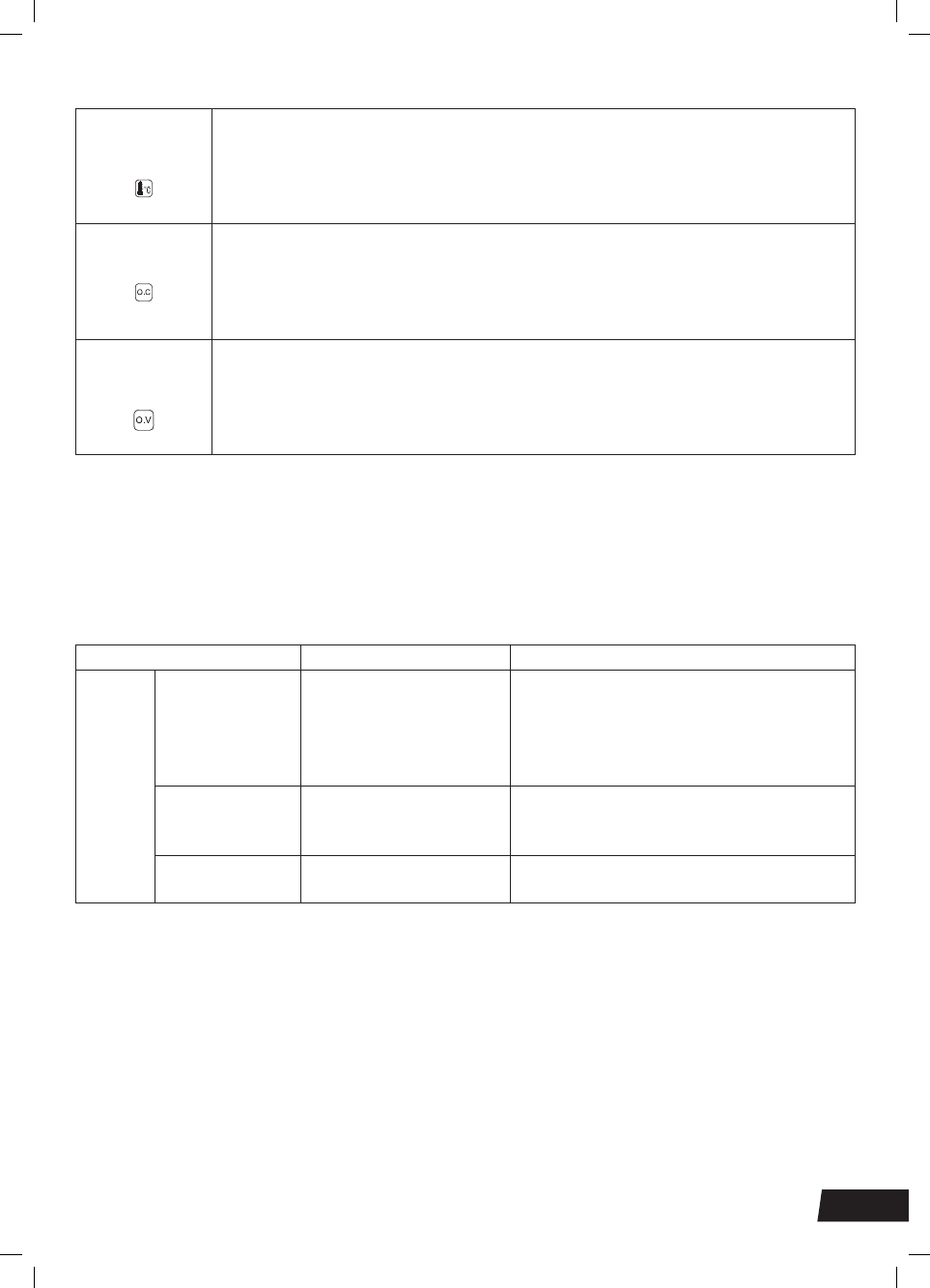
Перегрузка
по току
Если светодиод перегрузки по току загорается в процессе сварки, это
означает сбой в работе аппарата или случайные помехи. Включите аппарат
еще раз. Если невозможно устранить неполадку, выключите аппарат и обра-
титесь к данной инструкции или специалистам по техническому обслужива-
нию оборудования.
Перегрев
Если в процессе сварки загорается светодиод перегрева, это означает, что
аппарат слишком долго находился в рабочем режиме, поэтому сварка преры-
вается. В таком случае нет необходимости выключать оборудование, нужно
просто подождать, пока погаснет светодиод перегрева, тогда сварка может
быть продолжена.
Перепад
напряжения
При сетевом напряжении менее 280 В и более 440 В в процессе сварки или
при сбое в работе вспомогательного источника питания, включается свето-
диод перепадов напряжения, показывающий, что есть проблемы с сетевым
напряжением или вспомогательным источником питания. Проверьте присут-
ствие фазы в сети или вспомогательный источник питания аппарата.
9. Возможные проблемы
Ниже перечислены проблемы, которые могут возникать при сварке в связи с использовани-
ем некачественных расходных материалов, неисправностью системы подачи газа, воздействия-
ми окружающей среды и нестабильным электроснабжением, а также меры, которые необходимо
предпринять для их устранения:
Проблемы
Причина
Меры устранения
Ручная
сварка
Трудно
возбудить дугу
Слишком низкое
значение тока воз-
буждения дуги или
слишком короткое
время возбуждения.
Увеличьте значение тока возбуждения
дуги или подберите правильное время
возбуждения.
Нестабильность
горения дуги.
Нет фазы в сети или
неплотное подсоедине-
ние сетевого кабеля.
Подсоедините сетевой кабель правиль-
но или решите проблему отсутствия
фазы в сети.
Залипание
электрода
Слишком маленькое
значение форсажа дуги.
Усильте форсаж дуги.