Polski |
73
Bosch Power Tools
2 609 140 740 | (8.9.11)
Praca
Rodzaje pracy
Ustawianie głębokości strugania
Za pomocą gałki
2
możliwa jest bezstopniowa regulacja
głębokości strugania do 0
–
1,5 mm, w oparciu o podziałkę
głębokości strugania
1
(podziałka skali = 0,1 mm).
Stopka parkująca (zob. rys. D)
Stopka parkująca
16
umożliwia bezpieczne odłożenie
elektronarzędzia podczas pracy, bez ryzyka uszkodzenia
przedmiotu obrabianego lub noża struga. Podczas obróbki
stopka parkująca
16
unosi się do góry i zwalnia tylną część
podstawy struga
6
.
Wskazówka:
Nie wolno demontować stopki parkującej
16
.
Uruchamianie
f
Należy zwrócić uwagę na napięcie sieci! Napięcie
źródła prądu musi zgadzać się z danymi na tabliczce
znamionowej elektronarzędzia. Elektronarzędzia
przeznaczone do pracy pod napięciem 230 V można
przyłączać również do sieci 220 V.
Włączanie/wyłączanie
Aby
włączyć
elektronarzędzie należy
najpierw
zwolnić
blokadę
4
, a
następnie
wcisnąć włącznik/wyłącznik
5
i
przytrzymać go w tej pozycji.
Aby
wyłączyć
elektronarzędzie, należy zwolnić włącznik/
wyłącznik
5
.
Wskazówka:
Ze względów bezpieczeństwa włącznik/
wyłącznik
5
nie może zostać zablokowany do pracy ciągłej.
Przez cały czas obróbki musi być wciśnięty przez
obsługującego.
Wskazówki dotyczące pracy
Struganie (zob. rys. D)
Nastawić pożądaną głębokość strugania i oprzeć
elektronarzędzie przednią częścią podstawy struga
6
o
przedmiot przeznaczony do obróbki.
f
Elektronarzędzie uruchomić przed zetknięciem freza z
materiałem.
W przeciwnym wypadku istnieje
niebezpieczeństwo odrzutu, gdy użyte narzędzie zablokuje
się w obrabianym przedmiocie.
Włączyć elektronarzędzie i prowadzić po powierzchni
obrabianego przedmiotu, zachowując przy tym równomierny
posuw.
Aby uzyskać wysoką jakość obróbki, należy zachować jedynie
lekki posuw, starając się przy tym wypośrodkować nacisk na
podstawę struga.
Do obróbki twardych materiałów, np. twardego drewna, a
także przy wykorzystaniu maksymalnej szerokości strugania,
należy ustawić jedynie niewielką głębokość strugania i w razie
potrzeby zmniejszyć posuw struga.
Zbyt duży posuw zmniejsza jakość obróbki powierzchni i
może prowadzić do szybkiego zatkania się wyrzutnika
wiórów.
Tylko ostre noże gwarantują dobrą jakość obróbki i
zapobiegają uszkodzeniom elektronarzędzia.
Wbudowana stopka parkująca
16
umożliwia kontynuację
procesu obróbki po przerwie dokonanej w dowolnym miejscu
przedmiotu obrabianego:
–
Ustawić elektronarzędzie na miejsce, w którym ma być
kontynuowana obróbka, odchylając uprzednio ku dołowi
stopkę parkującą.
–
Włączyć elektronarzędzie.
–
Przełożyć punkt ciężkości na przednią podstawę struga i
powoli przesuwać elektronarzędzie do przodu (
n
).
Spowoduje to przesunięcie się stopki parkującej (
o
) do
przodu
–
w taki sposób, że tylna część podstawy struga
ponownie oprze się na przedmiocie obrabianym.
–
Prowadzić elektronarzędzie przez obrabianą
powierzchnię, wymuszając równomierny posuw (
p
).
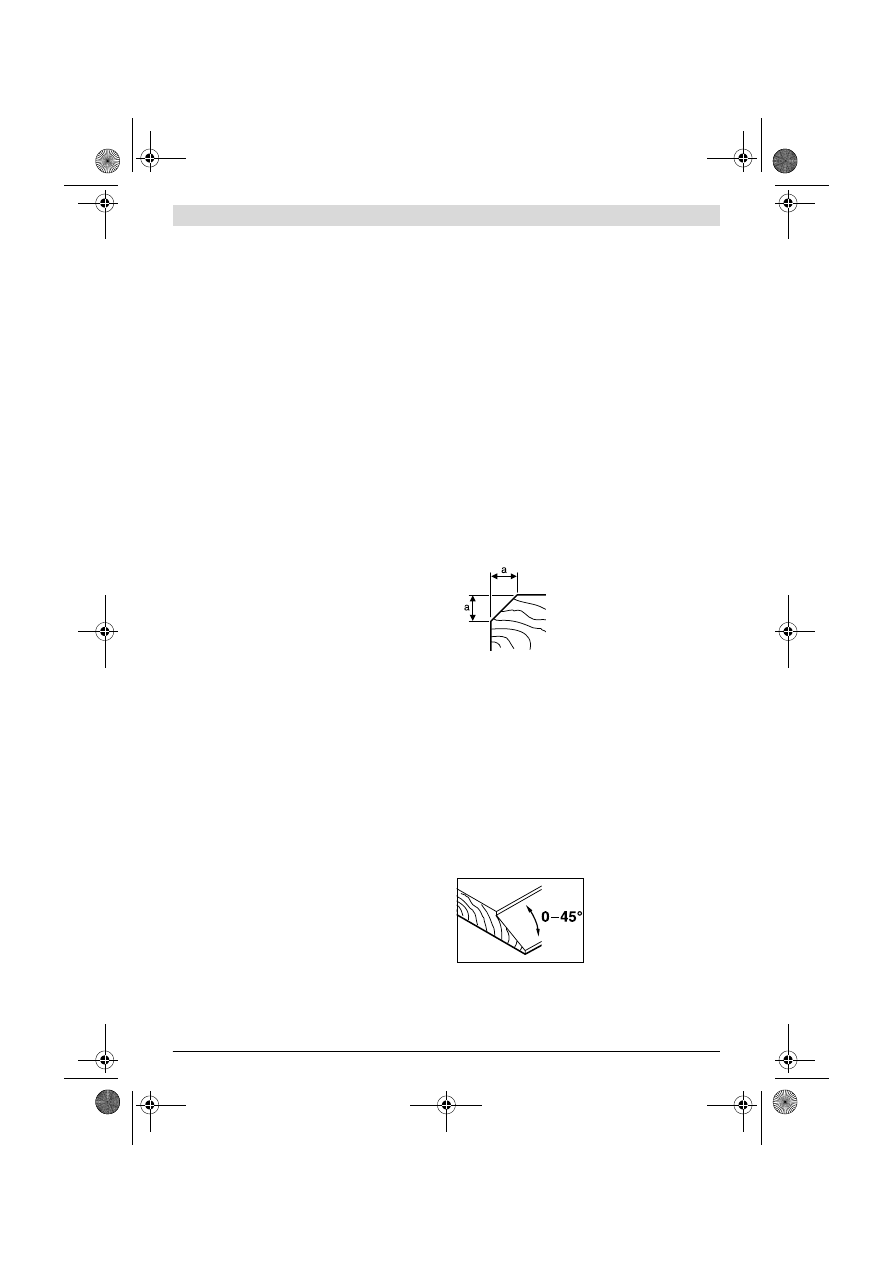
Fazowanie krawędzi (zob. rys. E)
Znajdujące się w przedniej podstawie struga rowki typu V
umożliwiają szybsze i łatwiejsze fazowanie krawędzi. W
zależności od pożądanej szerokości fazy należy zastosować
odpowiedni rowek. W tym celu należy umieścić strug rowkiem
typu V na krawędź przedmiotu przeznaczonego do obróbki i i
prowadzić go wzdłuż tej krawędzi.
Struganie przy użyciu prowadnicy równoległej/kątowej
(zob. rys. F
–
H)
Zamontować prowadnicę równoległą
17
lub kątową
21
za
pomocą śruby mocującej
20
na elektronarzędziu. W razie
potrzeby zamontować ogranicznik głębokości wręgowania
24
za pomocą śruby mocującej
23
na elektronarzędziu.
Zwolnić nakrętkę
19
i ustawić pożądaną szerokość
wręgowania na podziałce
18
. Ponownie dokręcić nakrętkę
19
.
Ustawić pożądaną głębokość wręgowania za pomocą
ogranicznika głębokości
24
.
Dokonać kilkakrotnie procesu obróbki, aż do osiągnięcia
pożądanej głębokości wręgu. Strug należy prowadzić,
wywierając nacisk z boku.
Ukosowanie za pomocą prowadnicy kątowej
Podczas ukosowania wręgów
i powierzchni należy ustawić
pożądany kąt ukosu, kierując
się kątem
22
.
Rowek
Rozmiar a
(mm)
żaden
0
–
4
mały
2
–
6
średnioziarniste
4
–
9
duży
6
–
10
OBJ_DOKU-27752-001.fm Page 73 Thursday, September 8, 2011 9:58 AM
 1
1
 2
2
 3
3
 4
4
 5
5
 6
6
 7
7
 8
8
 9
9
 10
10
 11
11
 12
12
 13
13
 14
14
 15
15
 16
16
 17
17
 18
18
 19
19
 20
20
 21
21
 22
22
 23
23
 24
24
 25
25
 26
26
 27
27
 28
28
 29
29
 30
30
 31
31
 32
32
 33
33
 34
34
 35
35
 36
36
 37
37
 38
38
 39
39
 40
40
 41
41
 42
42
 43
43
 44
44
 45
45
 46
46
 47
47
 48
48
 49
49
 50
50
 51
51
 52
52
 53
53
 54
54
 55
55
 56
56
 57
57
 58
58
 59
59
 60
60
 61
61
 62
62
 63
63
 64
64
 65
65
 66
66
 67
67
 68
68
 69
69
 70
70
 71
71
 72
72
 73
73
 74
74
 75
75
 76
76
 77
77
 78
78
 79
79
 80
80
 81
81
 82
82
 83
83
 84
84
 85
85
 86
86
 87
87
 88
88
 89
89
 90
90
 91
91
 92
92
 93
93
 94
94
 95
95
 96
96
 97
97
 98
98
 99
99
 100
100
 101
101
 102
102
 103
103
 104
104
 105
105
 106
106
 107
107
 108
108
 109
109
 110
110
 111
111
 112
112
 113
113
 114
114
 115
115
 116
116
 117
117
 118
118
 119
119
 120
120
 121
121
 122
122
 123
123
 124
124
 125
125
 126
126
 127
127
 128
128
 129
129
 130
130
 131
131
 132
132
 133
133
 134
134
 135
135
 136
136
 137
137
 138
138
 139
139