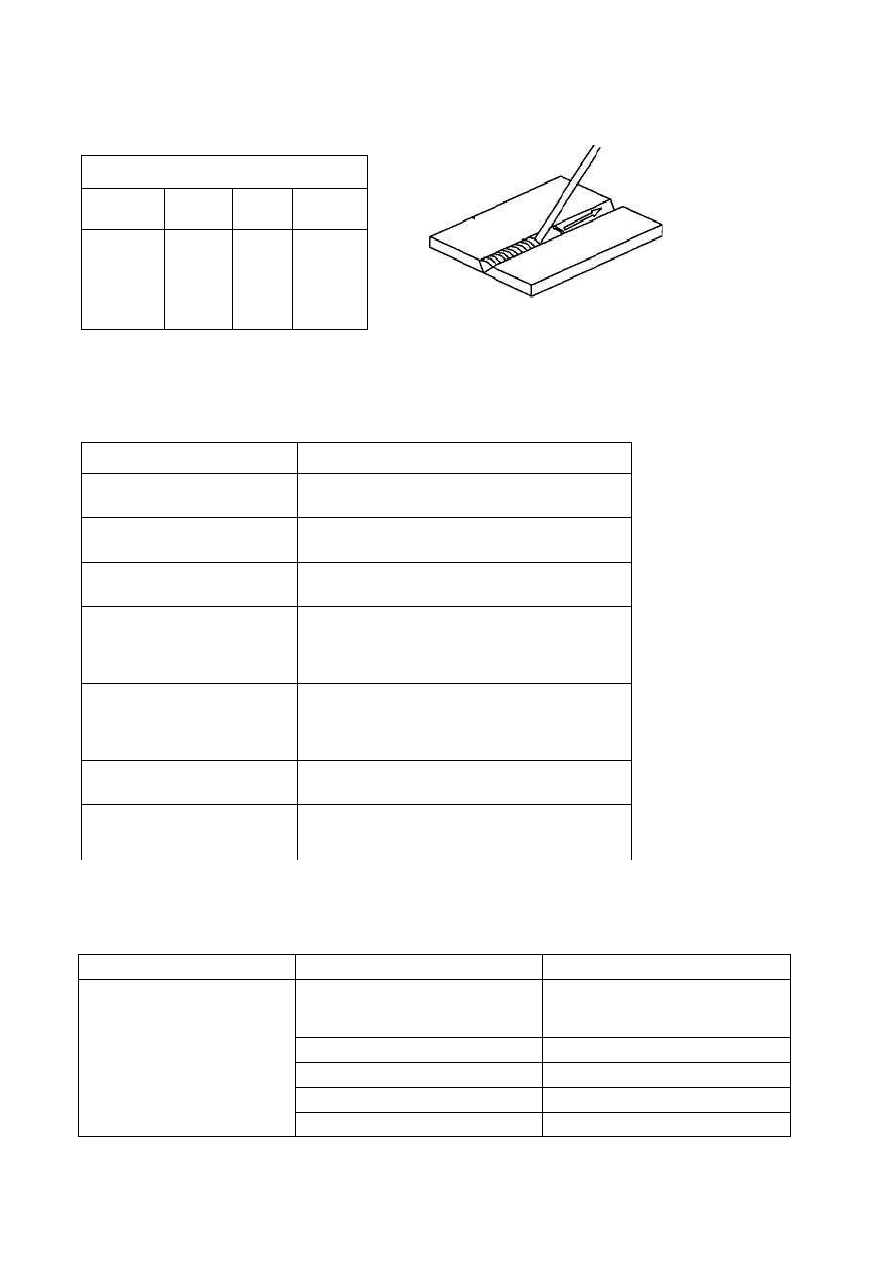
Таблица 2
Подготовка шва
t
а
h
g
мм
град.
мм
мм
0-3
0
0
0
3-6
0
0
0-t/2
6-12
60-120
0-1,5
0-2
А Внимание!
Сварочный аппарат устроен так, что может давать максимальный ток лишь в течение ограниченного
времени, после чего ему необходимо дать остыть. Если при сварке большим током срабатывает защита, то
необходимо подождать несколько минут для его автоматического возврата в исходное состояние.
Дефекты сварки
Сильное разбрызгивание
Длинная дуга
Большой ток
Приварка электрода
Слишком короткая дуга
Слишком слабый ток
Кратеры
Электрод при отрыве перемещается
слишком быстро
Включения
Недостаточно тщательная чистка между
последовательными
проходами
Неправильное распределение проходов
Неправильное перемещение электрода
Недостаточное проваривание
Слишком большая скорость перемещения
электрода Слишком слабый сварочный ток
Слишком узкий молоток для чеканки шва
Не подготовлены края шва
Прогары и пористость
Влажный
электрод
Слишком длинная дуга
Трещины
Слишком сильный ток Грязные материалы
Повышенное содержание водорода в шве (в
покрытии электрода)
11.Возможные неисправности агрегата и способы их устранения
Возможные неполадки
Причины возникновения
Способы устранения
Двигатель не заводится
Выключатель остановки двигателя
находится в положении «STOP» или
«OFF» - «выключено»
Перевести выключатель остановки
двигателя в положение «ON» -
«включено»
Закрыт топливный кран
Открыть топливный кран
Низкий уровень масла
Долить масло
Отсутствует топливо
Заправить топливный бак
Свеча зажигания неисправна
Зачистить, заменить свечу зажигания