8
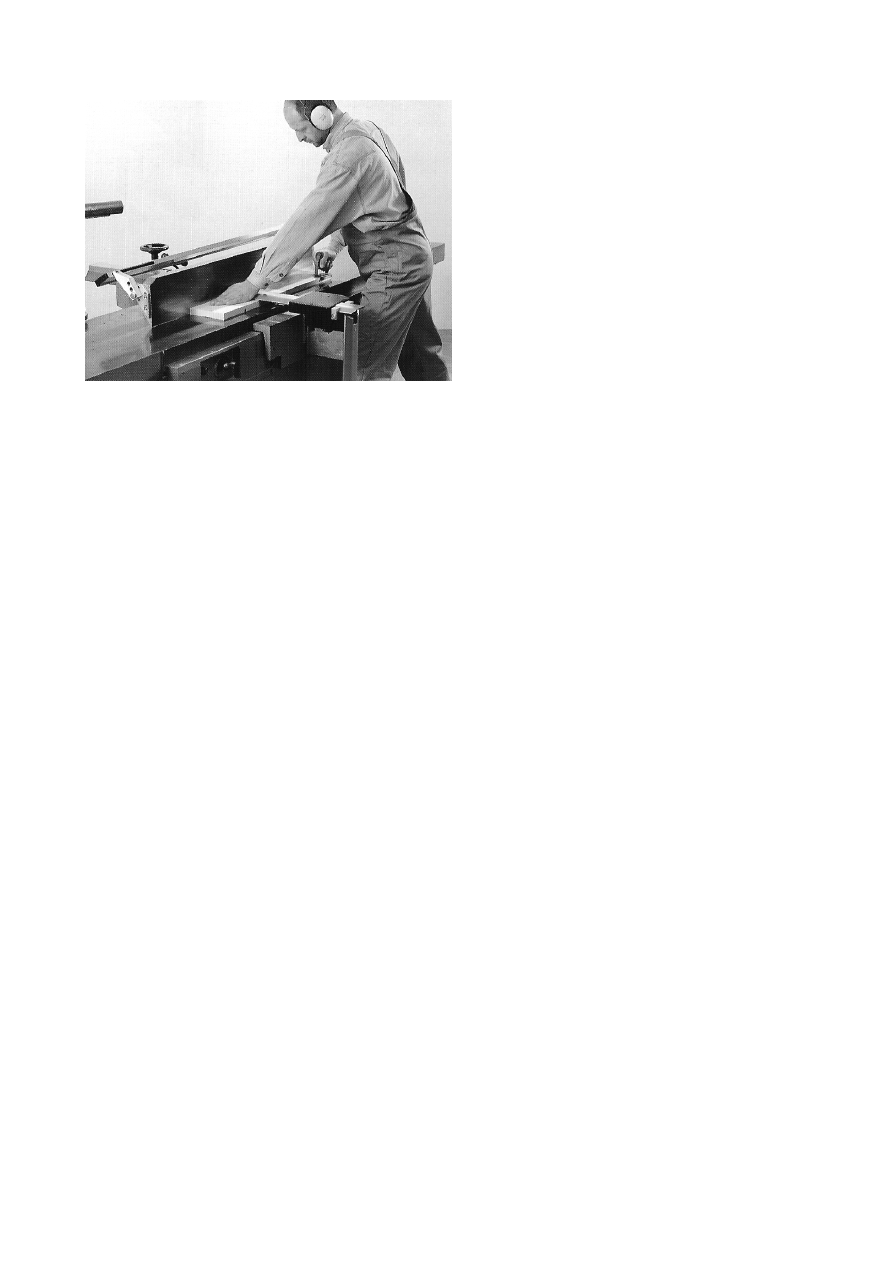
A 4.:
фугование
коротких
заготовок
с
де
-
ревянным
толкателем
.
7.2
Рейсмусовая
обработка
Правильное
рабочее
положение
Для
подачи
заготовки
в
станок
станови
-
тесь
со
смещением
в
сторону
рядом
с
отвер
-
стием
для
подачи
заготовки
.
Обращение
с
заготовкой
Установите
стол
для
рейсмусовой
обра
-
ботки
на
толщину
заготовки
.
Перемещайте
заготовку
медленно
и
пря
-
мо
.
Заготовка
автоматически
затягивается
.
Проводите
заготовку
по
строгальному
станку
по
прямой
линии
.
Для
съема
заготовки
из
станка
станьте
со
смещением
в
сторону
ря
-
дом
с
отверстием
для
разгрузки
.
Поддерживайте
длинные
заготовки
с
по
-
мощью
роликовых
опор
.
Указания
Работайте
только
с
острыми
строгальными
ножами
.
Перемещайте
заготовки
толстым
концом
вперед
и
вогнутой
стороной
вниз
.
Максимальный
съем
стружки
составляет
4,5
мм
.
Если
заготовка
останавливается
,
то
опустите
стол
для
рейсмусовой
обработки
примерно
на
1
мм
(1/4
оборота
вращения
ручки
).
По
возможности
строгайте
заготовки
вдоль
волокон
.
Качество
поверхности
будет
лучше
,
если
за
несколько
проходов
каждый
раз
снимает
-
ся
соответственно
меньше
материала
.
Если
дальнейшая
работа
не
предусматри
-
вается
,
то
выключайте
станок
.
Не
разрешается
обрабатывать
заготовки
короче
150
мм
.
Строгайте
одновременно
не
более
двух
заготовок
.
Заготовка
проводится
по
обеим
наружным
сторонам
.
8.
РАБОТЫ
ПО
НАЛАДКЕ
И
РЕГУЛИРОВКЕ
Общие
указания
Перед
проведением
работ
по
наладке
и
регулировке
отключите
станок
от
питания
.
8.1.
Замена
строгальных
ножей
Необходимо
точно
соблюдать
данные
по
креплению
ножей
,
выдвижению
ножей
из
ножевого
вала
,
толщине
ножей
,
минималь
-
ной
длине
зажима
и
оптимальному
моменту
затягивания
винтов
для
крепления
ножей
.
Замену
строгальных
ножей
разрешается
производить
только
при
выключенном
стан
-
ке
.
Строгальные
ножи
острые
.
Для
замены
строгальных
ножей
всегда
надевайте
подхо
-
дящие
рабочие
перчатки
.
Переместите
защитный
кожух
ножей
впе
-
ред
,
а
упор
для
фугования
назад
.
Полностью
выкрутите
пять
винтов
с
четы
-
рехгранной
головкой
из
прижимной
планки
строгального
ножа
(
используйте
перчатки
!).
Сначала
удалите
из
строгального
вала
ножи
,
а
затем
прижимные
планки
.
Необходимо
очистить
поверхности
ноже
-
вого
вала
строгальных
ножей
и
прижимных
планок
от
смолы
(
не
применяйте
растворите
-
ли
,
которые
могут
разъедать
детали
станка
из
легких
металлов
).
Применяйте
только
подходящие
строгаль
-
ные
ножи
,
которые
соответствуют
стандарту
EN 847-1
и
технической
спецификации
.
Неподходящие
,
неправильно
смонтиро
-
ванные
,
тупые
или
поврежденные
строгаль
-
ные
ножи
могут
расшататься
и
существенно
повысить
опасность
обратного
удара
.
Следите
за
тем
,
чтобы
все
3
строгальных
ножа
заменялись
одновременно
.
Прижимные
планки
строгальных
ножей
сбалансированы
друг
с
другом
и
могут
быть
установлены
в
любом
порядке
.
Разрешается
перетачивать
только
стро
-
гальные
ножи
с
маркировкой
„HSS“
или
„HS“!
При
переточке
все
ножи
должны
быть
за
-
точены
одинаково
,
иначе
может
произойти
повреждение
подшипников
вследствие
на
-
рушения
балансировки
.
Разрешается
перетачивать
ножи
до
шири
-
ны
15
мм
.
Максимальное
возвышение
ножа
над
но
-
жевым
валом
не
должно
превышать
1,1
мм
.
Применяйте
для
замены
только
ориги
-
нальные
детали
JET.
Вставьте
прижимную
планку
строгального
ножа
в
направляющий
паз
ножевого
вала
.
Выкрутите
четырехгранные
винты
настолько
,
чтобы
можно
было
вставить
строгальные
но
-
жи
.
Вставьте
острый
нож
и
выставьте
его
с
помощью
прижимной
планки
так
,
чтобы
обе
детали
не
выступали
с
боков
ножевого
вала
.
























