5
Внимание!
Несоблюдение указанных выше мер безопасности существенно
снижает эффективность электрозащиты предусмотренной производителем и
может привести к травмам оператора (электрошок), поломке оборудования,
пожару.
5.4 Подключение сварочных кабелей.
Внимание!
Все подключения сварочных кабелей должны производиться к
отключённому от сети инвертору.
5.4.1 Сварочный кабель с электрододержателем подключается к переходни-
ку (входит в комплект поставки), а затем к быстрозажимной клемме «плюс»
8
рис.1., за исключением случая использования кислотных электродов. В любом
случае, сначала ознакомьтесь с инструкцией на упаковке электродов.
5.4.2 Кабель массы подключается к переходнику (входит в комплект постав-
ки), а затем к быстрозажимной клемме «минус»
7
рис.1 и подключается к рабо-
чей поверхности, как можно ближе к месту сварки.
Внимание!
- Сварочные кабели, переходники, должны быть вставлены в со
-
ответствующие гнёзда плотно и до конца, чтобы обеспечить хороший элек
-
трический контакт. Неполный контакт вызывает перегрев места соединения,
быстрый износ и потерю мощности.
- Нельзя использовать сварочные кабели длиной более 10 метров.
- Нельзя использовать металлические детали, не являющиеся частью свари
-
ваемого изделия, для удлинения обратной цепи, так как это приведёт к сниже
-
нию безопасности при работе и плохому качеству сварки.
6. Работа
6.1 В большинстве случаев электрод подключается к быстрозажимной клем-
ме «плюс»
8
рис.1, однако есть некоторые виды электродов, подключаемых к бы-
строзажимной клемме «минус»
7
рис.1, поэтому подключать сварочные кабели
следует в соответствии с полярностью аппарата «+» и «-» и типом электродов.
6.2 Рекомендуется всегда следовать инструкциям производителя о выборе
вида электродов, так как в ней указаны и полярность подключения и оптималь-
ный ток сварки.
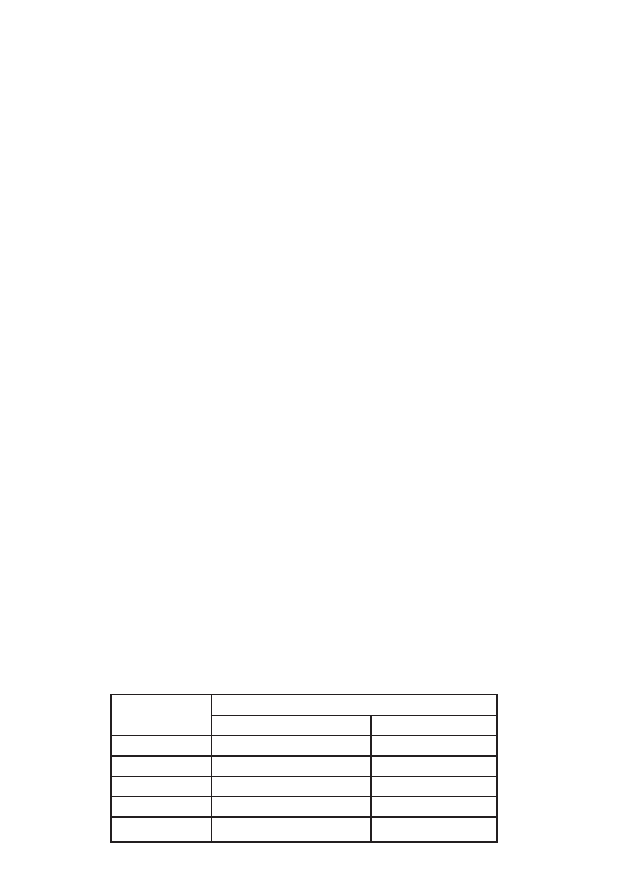
6.3 Ток сварки должен выбираться в зависимости от диаметра электрода и
типа обрабатываемого материала. Ниже приводится таблица соответствия до-
пустимого тока сварки и диаметра электрода:
Диаметр элек-
трода, мм
Ток сварки, А
минимальный
максимальный
1,6
25
50
2,0
40
80
2,5
60
110
3,2
80
160
4,0
120
200































