Помните, что характер сварочного шва зависит не только от силы тока, но
и от других параметров, таких как диаметр и качество электродов, длина дуги,
скорости сварки и положения сварщика, а также от состояния электродов,
которые должны храниться в упаковке и быть защищены от сырости.
6.4 Ток сварки регулируется с помощью ручки
5
(рис.1).
6.5 Чтобы начать сварку нужно прикоснуться к месту сварки концом элек-
трода, при этом движение руки должно быть похоже на то, каким вы зажигаете
спичку. Это и есть правильный метод зажигания дуги.
Внимание!
Не стучите электродом по рабочей поверхности при попытках
зажечь дугу, так как это может привести к его повреждению и в дальнейшем
только затруднит зажигание дуги
.
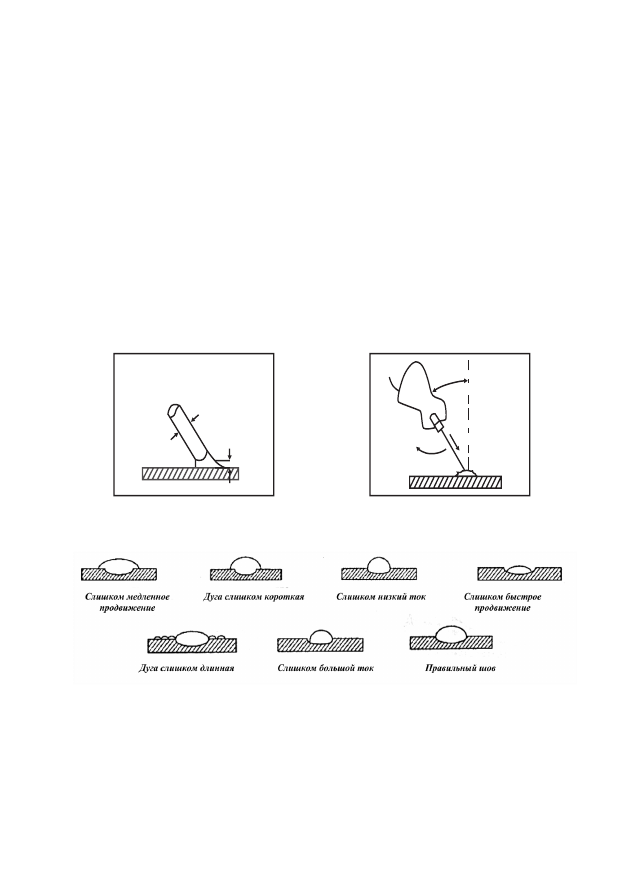
6.6 Как только произойдёт зажигание дуги, электрод нужно держать на таком
расстоянии
S
(см. рис.2) от обрабатываемого материала, которое соответствует
диаметру электрода
D
(см. рис.2). Для получения равномерного шва далее не-
обходимо соблюдать эту дистанцию по возможности постоянной. Также необхо-
димо помнить, что наклон оси электрода должне быть примерно 20-30 градусов.
(см. рис.3).
6.7 Заканчивая сварочный шов, отведите электрод немного назад, чтобы за-
полнился сварочный картер, а затем резко поднимите его до исчезновения дуги.
6.8 Параметры сварочных швов (см.рис.4)
6.9 Режим сварки TIG. Сварка TIG - ручная сварка неплавящимся вольвра-
мовыми электродами в среде защитного газа - аргона (Ar). Рекомендуем ис-
пользовать чистый Аr (99,9%). Сварка TIG на постоянном токе (TIG-DC) мо-
жет использоваться для следующих материалов: углеродистых сталей, низко и
высоко-легированных сталей; меди и её сплавов; никеля и его сплавов; материа-
лов, подобных титану, цирконию танталу. Инвертор не предназначен для сварки
TIG на переменном токе (TIG-AC) алюминия и магния.
Установите переключатель
6
(рис.1) в режим «TIG».
6
рис.4
20°-30°
D=S
D
S
рис.3
рис.2





























