13
Если трещина выходит на кромку, то заварка производится от ее конца к кромке листа. При
расположении трещины в середине листа, заварка производится от концов трещины к середине.
Поверхности наплавленных участков рекомендуется обрабатывать заподлицо с поверхностью листа
основного металла.
Рекомендации по вварке заплат
Вварка заплат относится к трудновыполнимым работам, в связи с возникновением при сварке больших
напряжений.
Для уменьшения напряжений, заплаты должны быть круглой или овальной формы. Толщина заплат
должна быть равна толщине завариваемой детали.
Устанавливайте заплату с зазором 2-3 мм и прихватывайте небольшими прихватками длиной 15-20 мм.
Сварку заплат производите участками.
Рекомендации по восстановлению деталей
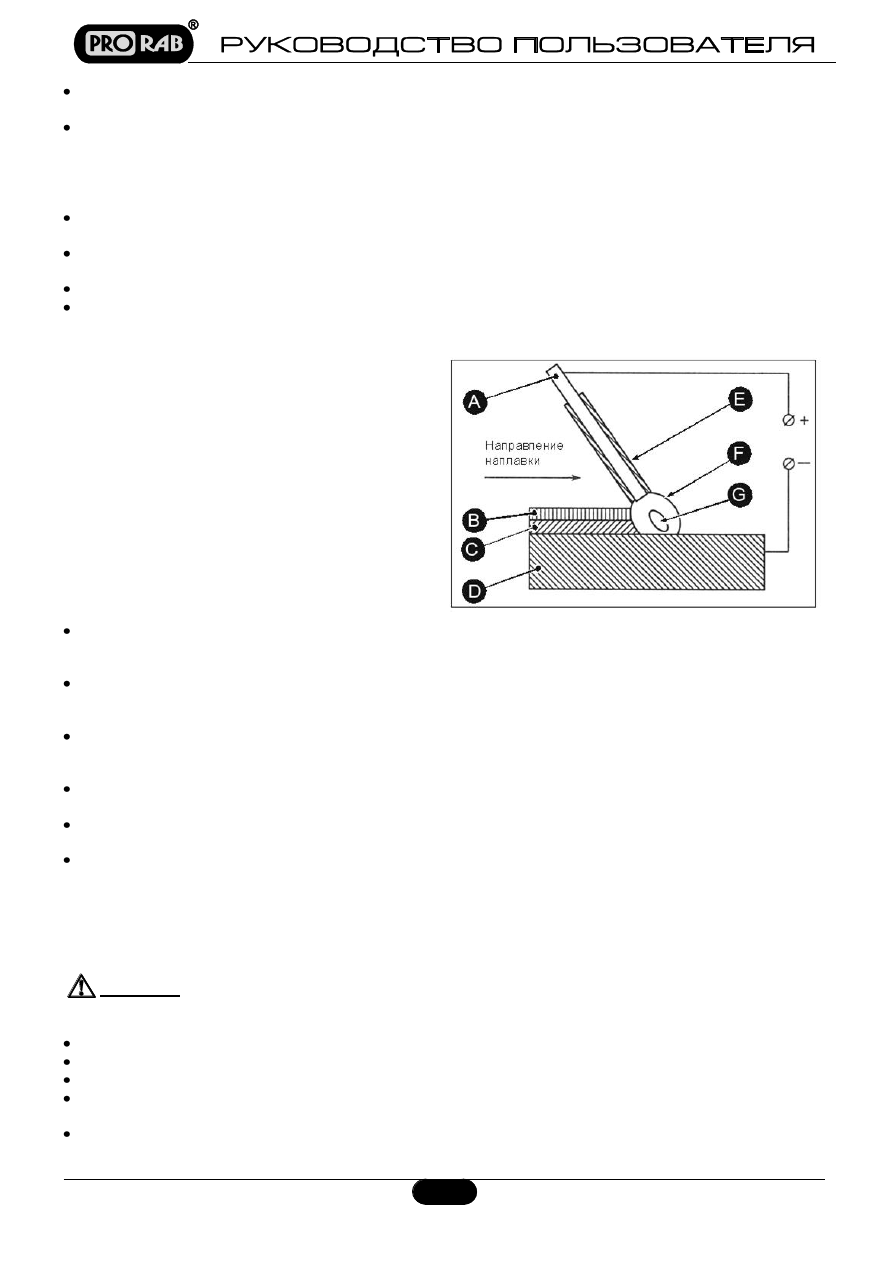
A -
Электрод
B -
Корка шлаковая
C -
Металл наплавленный
D -
Деталь
восстанавливаемая
E -
Обмазка электрода
F -
Защита газошлаковая
G -
Ванна сварочная
При наплавке, наращивание металла выполняется валиками, причем на один наплавленный слой
наносятся последовательно новые слои, перед наложением которых предыдущий слой должен быть
зачищен.
Для уменьшения деформаций восстанавливаемой детали, наплавку выполняйте короткими валиками,
расположенными отдельными участками по наплавляемой поверхности для того, чтобы нагрев детали
проходил менее интенсивно.
При необходимости обеспечения плотности наплавляемого слоя, он прочеканивается при помощи
зубила с закругленной кромкой, после этого наносится следующий слой. При этом необходимо
обеспечивать хороший отвод тепла от восстанавливаемой детали.
Электроды, применяемые при наплавке поверхностей восстанавливаемых деталей, образующих
неподвижное соединение, должны соответствовать материалу детали.
При подвижных соединениях восстанавливаемых деталей, наплавку необходимо вести электродами,
повышающими твердость и износостойкость наращиваемых поверхностей.
После наплавки изношенных поверхностей, восстановленную деталь необходимо подвергнуть
механической обработке с целью восстановления прежних форм и размеров.
5.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Внимание!
Перед началом любых работ по техническому обслуживанию убедитесь, что
аппарат отключен от электросети!
Обязательно очищайте инструмент по окончанию работы.
Регулярно протирайте корпус инструмента влажной тканью или мягкой щеткой.
Не используйте для чистки абразивные материалы или растворители.
Запрещается использовать агрессивные химические вещества (кислоты и т.п.), которые могут вступить
в реакцию с пластиковыми частями корпуса.
Не допускайте попадания внутрь инструмента жидкости, не погружайте инструмент или его части в
жидкость, не мойте его проточной водой!





























