10
Внимание!
Категорически запрещается подключать сварочный аппарат непосредственно
(без автомата защиты сети) к силовой или осветительной электросети.
Сварочный аппарат должен соединяться только с системой питания с нулевым проводником,
подсоединенным к заземлению.
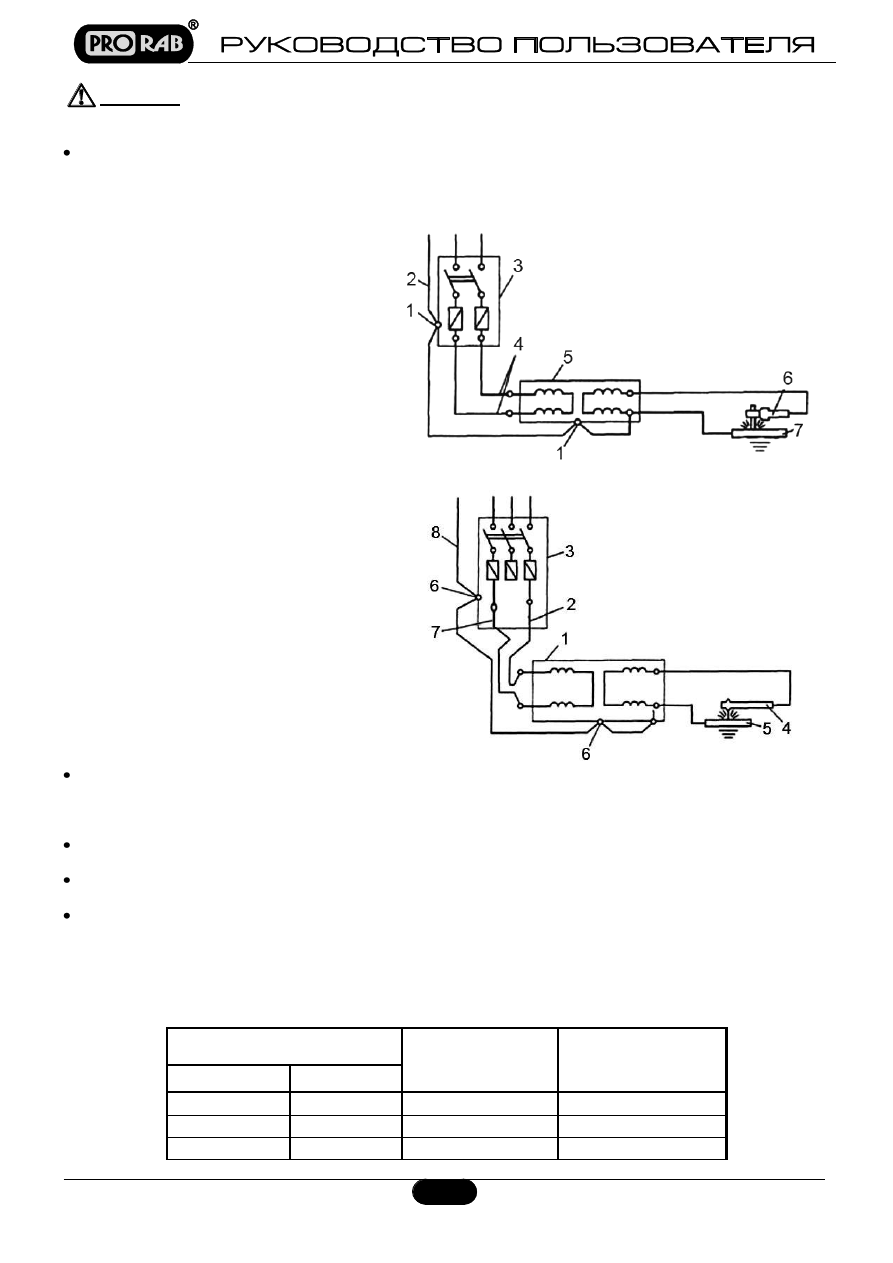
Примерная схема подключения однофазного сварочного аппарата к сети напряжением 220 В:
Примерная схема подключения сварочного аппарата к сети напряжением 380 В:
Перед подключением убедиться, что напряжение сети соответствует напряжению 220 В или 380 В с
перекосом фаз не более 10% (см. таблицу технических характеристик). Сетевой шнур аппарата имеет
провод, предназначенным для подключения заземления. Обратите внимание, что провод для
заземления имеет желто-зелѐный цвет!
Соединить кабель питания со стандартной вилкой (фаза/ноль/заземление) через автоматический
прерыватель цепи, для сети 220 В.
Соединить кабель питания со стандартной вилкой (фаза/фаза/заземление) через автоматический
прерыватель цепи, для сети 380 В.
Аппарат необходимо подключать к стандартной сетевой розетке, оборудованной плавким или
автоматическим предохранителем; специальная заземляющая клемма должна быть соединена с
заземляющим проводником (желто-зеленого цвета) линии питания. В таблице ниже приведены
значения в амперах, рекомендуемые для предохранителей линии замедленного действия, выбранных
на основе макс. номинального тока, вырабатываемого сварочным аппаратом, и номинального
напряжения питания.
Номинал предохранителя при
напряжении в сети
Сварочный ток
Сечение кабеля
Ui = 220
В
Ui = 380
В
Т16А
Т10А
115
А
6
мм
2
Т20А
Т10А
140
А
10
мм
2
Т20А
Т16А
160 А
16
мм
2
1.
Заземляющие болты
2.
Заземляющий провод сети
3.
Автомат защиты сети
4.
Питающие фазовые провода
5.
Сварочный аппарат
6.
Электродержатель
7.
Свариваемая деталь
1.
Сварочный аппарат
2.
Питающий фазовый провод
3.
Автомат защиты сети
4.
Электродержатель
5.
Свариваемая деталь
6.
Заземляющие болты
7.
Нулевой провод
8.
Заземляющий провод




























