- 126 -
9- Poistka.
4.2 OVLÁDACÍ PANEL ZVÁRACIEHO PRÍSTROJA (OBR. C)
Ovládací panel je aktivovaný (ovládacie a signalizačné prvky sú aktívne) len v
prípade, ak zvárací prístroj nie je pripojený k podávaču drôtu, alebo ak je nastavený
proces MMA alebo TIG. Keď je zvárací prístroj pripojený k podávaču drôtu, alebo ak
je nastavená funkcia MIG, podávač drôtu automaticky prevezme úplnú kontrolu a na
displeji (3) zváracieho prístroja bude zobrazený nápis „feed“.
1- LED signalizácie alarmu
(výstup zváracieho prístroja je zablokovaný). Na
displeji (3) bude zobrazené hlásenie alarmu.
Obnovenie činnosti zváracieho prístroja prebehne automaticky, bezprostredne
po zrušení príčiny alarmu.
2- LED signalizácie prítomnosti napätia na výstupe
(aktívny výstup).
3- 3-miestny alfanumerický displej
. Zobrazuje:
- Zvárací prúd v ampéroch.
Zobrazená hodnota odpovedá nastavenej hodnote pri zváracom prístroji
naprázdno, alebo aktuálnej hodnote počas činnosti.
- Hlásenie alarmu s nasledujúcou kodifikáciou:
- „AL1“ :
Aktivácia tepelnej ochrany primárneho obvodu.
- „AL2“ :
Aktivácia tepelnej ochrany sekundárneho obvodu.
- „AL3“ :
Aktivácia ochrany následkom prepätia napájacieho vedenia.
- „AL4“ :
Aktivácia ochrany následkom podpätia napájacieho vedenia.
- „AL5“ :
model s G.R.A.: Aktivácia ochrany následkom nedostatočného
tlaku v rozvode vodného chladenia zváracej pištole. Obnovenie
činnosti nie je automatické.
model bez G.R.A.: chýbajúce zapojenie polarizačného konektora
do stroja (OBR. E).
-
„AL9“ :
Aktivácia ochrany magnetických komponentov.
-
„AL10“ :
Porucha sériového vedenia: Sériové vedenie odpojené.
-
„AL11“ :
Aktivácia ochrany následkom chýbajúcej fázy napájacieho
vedenia.
-
„AL12“ :
Porucha sériového vedenia: Chyba dát.
-
„AL13“ :
Nadmerný nános prachu vo vnútri zváracieho prístroja; obnovenie
činnosti po:
- vyčistení vnútra prístroja;
- stlačení tlačidla pre voľbu parametrov na ovládacom paneli.
Pri vypnutí zváracieho prístroja môže byť na niekoľko sekúnd zobrazený symbol
„AL11“
alebo
„OFF“
.
3a, 3b, 3c- LED označujúca jednotku aktuálne meranej veličiny (ampérov,
sekúnd, percent).
4- Otočný ovládač snímača impulzov.
Umožňuje nastavenie parametrov zvárania
(4a)
.
: Zvárací prúd v režime TIG/MMA.
: V režime TIG umožňuje postupné zníženie prúdu po uvoľnení
tlačidla zváracej pištole (regulácia 0-3 sekundy a rozsvietená
LED
(3b)
.
: V režime TIG nadobudne význam „Post-gas“, čím umožní
prispôsobiť dobu odvodu ochranného plynu, počínajúc
zastavením zvárania (regulácia 0,1-10 sekúnd a rozsvietená
LED
(3b)
).
: K aktivácii funkcie dochádza výhradne pri voľbe režimu „SPOT“
tlačidlom
(7)
. Umožňuje realizáciu bodových zvarov TIG
s ovládaním doby trvania zvárania (regulácia 0,1-10 sekúnd
a rozsvietená LED
(3b)
).
: Pri zváraní s elektródou MMA, parameter nadobudne význam
„Arc force“ a umožní nastaviť dynamický nadprúd (regulácia
0-100% a
LED (3c)
rozsvietená).
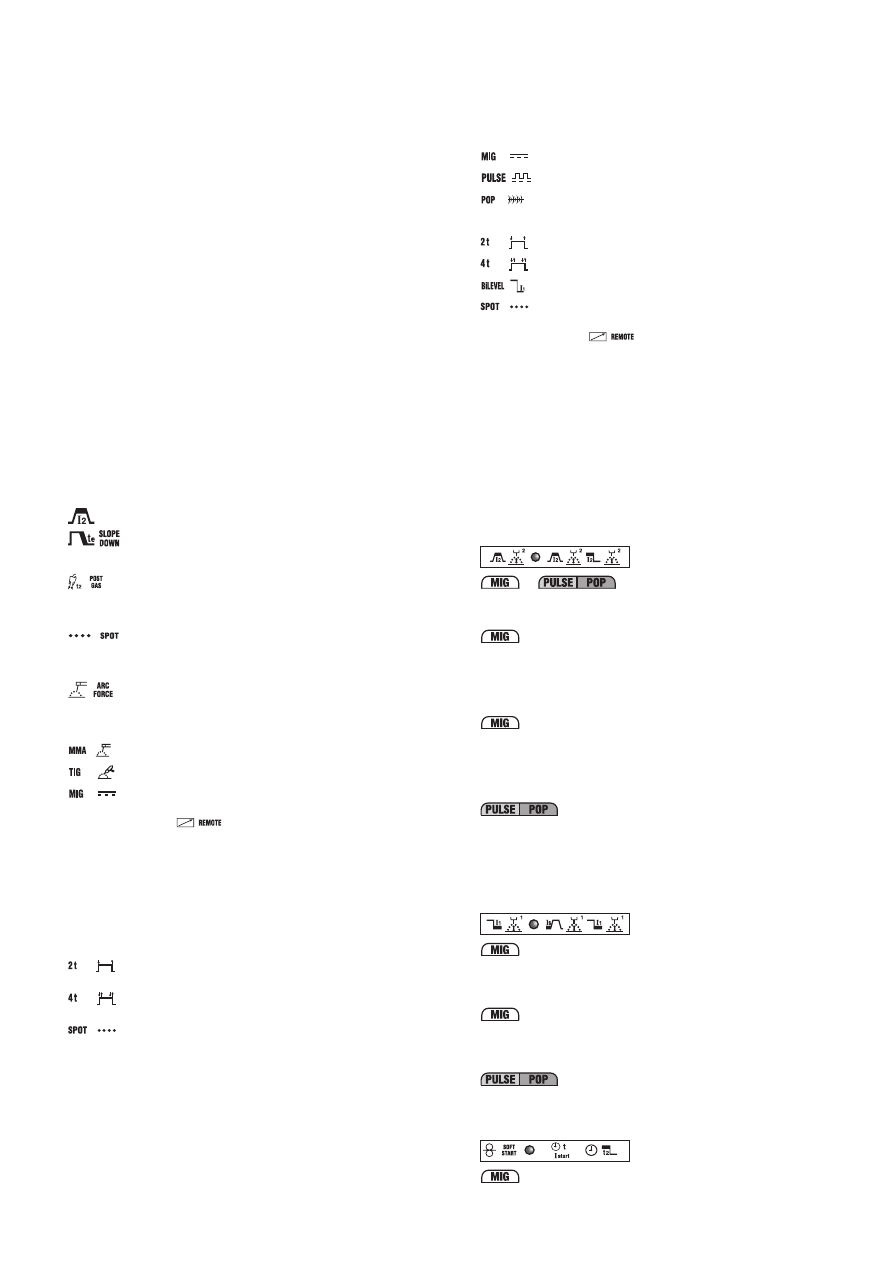
5- Tlačidlo voľby predurčeného spôsobu zvárania.
Stlačením tlačidla sa rozsvieti LED odpovedajúca zváraciemu režimu, ktorý má
byť použitý:
: obalená elektróda „MMA“.
: TIG-DC so zapálením oblúka dotykom (LIFT-ARC).
: MIG.
6- Tlačidlo pre aktiváciu diaľkového ovládania
.
Pri rozsvietenej LED
môže byť regulácia vykonávaná výhradne
prostredníctvom diaľkového ovládania a konkrétnejšie:
a) Prostredníctvom jedného potenciometra:
umožňuje regulovať zvárací
prúd v režime TIG/MMA.
b) Prostredníctvom dvoch potenciometrov:
Umožňuje nastaviť zvárací prúd
pri zváraní TIG/MMA a vykonať nastavenie SLOPE DOWN v TIG alebo AIR
FORCE v MMA (voľba LED parametra automatická).
c) Prostredníctvom pedálu:
umožňuje regulovať zvárací prúd v režime TIG/
MMA.
POZNÁMKA: Voľba „NA DIAĽKU“ (REMOTE) je možná len v prípade, keď je
diaľkové ovládanie naozaj pripojené k svojmu konektoru.
7- Tlačidlo pre voľbu ovládacieho režimu tlačidla zváracej pištole TIG.
Stlačením tlačidla sa rozsvieti LED v blízkosti:
: 2-dobového zvárania, ON-OFF (
ZAP.-VYP.
) pri stlačenom
tlačidle.
: 4-dobového zvárania, ON-OFF (
ZAP.-VYP.
) pri uvoľnenom
tlačidle.
: bodovacieho zvárania TIG (SPOT).
4.2.1 OVLÁDACÍ PANEL PODÁVAČA DRÔTU (OBR. D)
1- LED signalizácie ALARMU
(výstup stroja je zablokovaný).
Obnovenie činnosti prebehne automaticky, bezprostredne po zrušení príčiny
alarmu.
Hlásenia alarmu, zobrazované na displejoch
(15)
a
(16)
:
- „AL7“:
Aktivácia ochrany následkom nadprúdu pri zváraní MIG-MAG.
- „AL8“:
Porucha sériového vedenia: Skrat vo zváracej pištoli.
Ohľadne ostatných si prečítajte „OVLÁDACÍ PANEL ZVÁRACIEHO PRÍSTROJE“
(odst. 4.2).
2- LED signalizujúca, že ZVÁRACIA PIŠTOĽ ALEBO ELEKTRÓDA JE POD
NAPÄTÍM .
3- LED signalizácie PROGRAMOVANIA ZVÁRACIEHO PRÍSTROJA.
4 - Tlačidlo vyvolania (RECALL) užívateľských zváracích programov (viď
odst. 4.3.2.4).
5- Tlačidlo pre uloženie užívateľských zváracích programov do pamäte
(SAVE) (viď odst. 4.3.2.3).
6- Tlačidlo pre voľbu zváracieho programu a 2-ciferný displej.
Postupným stláčaním tlačidla budú na displeji zobrazované čísla v rozmedzí
od „0“ do „36“. Každému číslu od „1“ do „36“ je priradený synergický program
zvárania
(viď TAB. 3)
, zatiaľ čo číslo „0“ odpovedá manuálnemu režimu
zváracieho prístroja, v ktorom môžu byť všetky parametre nastavené obsluhou
(len v režime MIG-MAG SHORT a SPRAY ARC).
7- Tlačidlo voľby predurčeného spôsobu zvárania.
Stlačením tlačidla sa rozsvieti LED, odpovedajúca zváraciemu režimu, ktorý má
byť použitý:
: MIG-MAG s režimom „SHORT/SPRAY ARC“.
: MIG-MAG s režimom „PULSE ARC“.
: MIG-MAG s režimom „PULSE ON PULSE“.
8- Tlačidlo pre voľbu ovládacieho režimu tlačidla zváracej pištole MIG-MAG.
Stlačením tlačidla sa rozsvieti LED v blízkosti:
: 2-dobového zvárania, ON-OFF (
ZAP.-VYP.
) pri stlačenom tlačidle.
: 4-dobového zvárania, ON-OFF (
ZAP.-VYP.
) pri uvoľnenom tlačidle.
: zvárania bi-level pre MIG-MAG, TIG.
: bodovacieho zvárania MIG-MAG (SPOT).
9- Tlačidlo pre aktiváciu diaľkového ovládania
.
Pri rozsvietenej LED
môže byť regulácia vykonávaná výhradne
prostredníctvom diaľkového ovládania a konkrétnejšie:
- prostredníctvom dvoch potenciometrov:
nahrádza funkciu otočných
ovládačov snímača impulzov
(14)
a
(13)
.
POZNÁMKA: Voľba „NA DIAĽKU“ (REMOTE) je možná len v prípade, keď je
diaľkové ovládanie naozaj pripojené k svojmu konektoru.
10- Tlačidlo pre voľbu parametrov zvárania.
Postupným stláčaním tlačidla dôjde k rozsvieteniu jednej z LED od
(10a)
po
(10h)
, ku ktorej je priradený špecifický parameter. Nastavenie hodnoty každého
aktivovaného parametra je možné vykonávať prostredníctvom otočného
ovládača
(13)
a môže byť zobrazené na displeji
(15)
. Počas nastavovania
otočným ovládačom
(14)
regulujete hodnotu hlavnej úrovne zvárania, zobrazenej
na displeji
(16)
, bez ohľadu na to, či sa jedná o prúd alebo o rýchlosť posuvu
drôtu (viď popis k bodu
(14)
), s výnimkou
(10b)
.
Len pri rozsvietenej LED
(10b)
otočný ovládač
(14)
umožňuje regulovať hodnotu
sekundárnej úrovne (viď popis LED
(10b)
).
Poznámka:
Parametre, ktoré obsluha nemôže meniť, v závislosti od toho, či
sa pracuje so synergickým programom alebo v manuálnom režime „PRG 0“, sú
automaticky radené z voľby; odpovedajúca LED sa nerozsvieti.
10a-
Tento parameter je automaticky zobrazovaný počas zvárania MIG-MAG, pričom
zobrazuje aktuálne napätie oblúka (LED (15a) rozsvietená).
Nastavovania:
Short arc
Počas nastavovania synergického programu MIG-MAG, Short arc umožňuje
regulovať korekciu, ktorú má obsluha možnosť nastaviť vo vzťahu k dĺžke oblúka,
vypočítanej v rámci synergie (rozsah od -5% po +5%) (LED (
15c
) rozsvietená).
V rovnakých podmienkach, nastavením funkcie bi-level, parameter nadobudne
význam korekcie dĺžky oblúka hlavnej úrovne zvárania, vypočítanej aj v tomto
prípade v rámci synergie (rozsah od -5% do +5%) (LED
(15c)
rozsvietená).
Short arc “PRG 0”
Počas činnosti v režime MIG-MAG, Short arc v manuálnom režime „PRG
0“ umožňuje nastaviť skutočné napätie oblúka (rozsah 10-40) (LED (
15a
)
rozsvietená).
V rovnakých podmienkach nastavením funkcie bi-level, parameter nadobudne
význam skutočného napätia oblúka hlavnej úrovne zvárania (rozsah 10-40)
(rozsvietená LED
(15a)
).
Počas nastavovania synergického programu MIG-MAG, Pulse arc umožňuje
regulovať korekciu, ktorú má obsluha možnosť nastaviť vo vzťahu k dĺžke
oblúka, vypočítanej v rámci synergie (rozsah od -5% po +5%) (rozsvietená LED
(15c)
).
V rovnakých podmienkach, nastavením funkcie bi-level, pulse on pulse alebo
T
start
, parameter nadobudne význam korekcie dĺžky oblúka hlavnej úrovne
zvárania, vypočítanej aj v tomto prípade v rámci synergie (rozsah od -5% do
+5%) (rozsvietená LED
(15c)
).
10b-
Short arc
Pri synergických programoch MIG-MAG, short arc, nastavením funkcie bi-level,
umožňuje regulovať prúd/rýchlosť drôtu (otočným ovládačom
(14)
) a vykonávať
korekciu dĺžky oblúka (otočným ovládačom
(13)
) vedľajšej úrovne zvárania,
vypočítanej v rámci synergie (rozsah od -5% do +5%) (rozsvietená LED (
15c
)).
Short arc “PRG 0”
Manuálny režim „PRG 0“ s funkciou bi-level umožňuje regulovať rýchlosť
drôtu (otočným ovládačom
(14)
, rozsvietená (LED
16c
)) a skutočné napätie
oblúka (otočným ovládačom
(13)
) vedľajšej úrovne zvárania I
1
(rozsah 10-40)
(rozsvietená LED
(15a)
).
V režime MIG-MAG pulse arc, nastavením funkcií bi-level, pulse on pulse alebo
T
start
, umožňuje regulovať prúd I
1
a I
S
(I
start
) (otočným ovládačom
(14)
) a vykonávať
korekciu dĺžky oblúka (otočným ovládačom
(13)
) vedľajšej úrovne zvárania,
vypočítanej v rámci synergie (rozsah od -5% do +5%) (rozsvietená LED (15c)).
10c-
Short arc “PRG 0”
V manuálnom režime „PRG 0“ umožňuje prispôsobiť rýchlosť drôtu pri zahájení
zvárania, kvôli optimalizácii zapálenia oblúka (regulácia 1-100% a rozsvietená
LED
(15c)
).
 1
1
 2
2
 3
3
 4
4
 5
5
 6
6
 7
7
 8
8
 9
9
 10
10
 11
11
 12
12
 13
13
 14
14
 15
15
 16
16
 17
17
 18
18
 19
19
 20
20
 21
21
 22
22
 23
23
 24
24
 25
25
 26
26
 27
27
 28
28
 29
29
 30
30
 31
31
 32
32
 33
33
 34
34
 35
35
 36
36
 37
37
 38
38
 39
39
 40
40
 41
41
 42
42
 43
43
 44
44
 45
45
 46
46
 47
47
 48
48
 49
49
 50
50
 51
51
 52
52
 53
53
 54
54
 55
55
 56
56
 57
57
 58
58
 59
59
 60
60
 61
61
 62
62
 63
63
 64
64
 65
65
 66
66
 67
67
 68
68
 69
69
 70
70
 71
71
 72
72
 73
73
 74
74
 75
75
 76
76
 77
77
 78
78
 79
79
 80
80
 81
81
 82
82
 83
83
 84
84
 85
85
 86
86
 87
87
 88
88
 89
89
 90
90
 91
91
 92
92
 93
93
 94
94
 95
95
 96
96
 97
97
 98
98
 99
99
 100
100
 101
101
 102
102
 103
103
 104
104
 105
105
 106
106
 107
107
 108
108
 109
109
 110
110
 111
111
 112
112
 113
113
 114
114
 115
115
 116
116
 117
117
 118
118
 119
119
 120
120
 121
121
 122
122
 123
123
 124
124
 125
125
 126
126
 127
127
 128
128
 129
129
 130
130
 131
131
 132
132
 133
133
 134
134
 135
135
 136
136
 137
137
 138
138
 139
139
 140
140
 141
141
 142
142
 143
143
 144
144
 145
145
 146
146
 147
147
 148
148
 149
149
 150
150
 151
151
 152
152
 153
153
 154
154
 155
155
 156
156
 157
157
 158
158
 159
159
 160
160
 161
161
 162
162
 163
163
 164
164
 165
165
 166
166
 167
167
 168
168
 169
169
 170
170
 171
171
 172
172
 173
173
 174
174
 175
175
 176
176
 177
177
 178
178
 179
179
 180
180















