- 84 -
14- Πρίζα USB.
4.1.2 Τροφοδοσία σύρματος (EIK. B2)
στην μπροστική πλευρά:
1- Πίνακας ελέγχου (βλέπε περιγραφή).
2- Σύνδεσμος 14p για σύνδεση χειρισμού εξ αποστάσεως.
3- Ταχυπρίζες για σωληνώσεις νερού λάμπας MIG.
4- Κεντρική σύνδεση για λάμπα MIG (Euro).
στην πίσω πλευρά:
5- Σύνδεσμος 14p για καλώδιο ελέγχου σύνδεσης με τη συγκολλητική μηχανή.
6- Ταχυπρίζα θετική (+) για καλώδιο ρεύματος συγκόλλησης σύνδεσης με τη
συγκολλητική μηχανή.
7- Σύνδεση σωλήνα αερίου (φιάλη) για συγκόλληση MIG.
8- Ταχείες συνδέσεις για σύνδεση σωλήνων εκροής και επιστροφής νερού ψύξης.
9- Ασφάλεια τήξης.
4.2 ΠΙΝΑΚΑΣ ΕΛΕΓΧΟΥ ΤΗΣ ΣΥΓΚΟΛΛΗΤΙΚΗΣ ΜΗΧΑΝΗΣ (EIK. C)
Ο πίνακας ελέγχου είναι ενεργοποιημένος (δηλαδή οι σημάνσεις και οι χειρισμοί είναι
ενεργοί) μόνο ο αν η συγκολλητική μηχανή δεν είναι συνδεδεμένη στην τροφοδοσία
σύρματος, ή έχει προσδιοριστεί η διαδικασία MMA ή TIG. Αν η συγκολλητική μηχανή
είναι συνδεδεμένη στην τροφοδοσία σύρματος, ή η προσδιορισμένη λειτουργία είναι
η MIG, αυτή η τελευταία αναλαμβάνει αυτόματα τον πλήρη έλεγχο και στην οθόνη (3)
της συγκολλητικής μηχανής θα εμφανιστεί το μήνυμα “feed”.
1- ΛΥΧΝΙΑ σήμανσης Συναγερμού
(το output της συγκολλητικής μηχανής είναι
μπλοκαρισμένο). Στην οθόνη (3) εμφανίζεται ένα μήνυμα συναγερμού.
Η αποκατάσταση της συγκολλητικής μηχανής είναι αυτόματη όταν παύει η αιτία
του συναγερμού.
2- ΛΥΧΝΙΑ παρουσίας τάσης στην έξοδο
(output ενεργό).
3- Αλφαριθμητική οθόνη 3 digit
. Δείχνει:
- Το ρεύμα συγκόλλησης σε ampere.
Η ενδεδειγμένη τιμή είναι η προσδιορισμένη, με συγκολλητική μηχανή εν κενώ
(ανοιχτό κύκλωμα), ενώ είναι η πραγματική κατά τη λειτουργία.
- Ένα μήνυμα συναγερμού με την ακόλουθη κωδικοποίηση:
- ”AL1” :
παρέμβαση θερμικής προστασίας πρωταρχικού κυκλώματος.
- ”AL2” :
παρέμβαση θερμικής προστασίας δευτερεύοντος κυκλώματος.
- ”AL3” :
παρέμβαση προστασίας για υπέρταση της γραμμής τροφοδοσίας.
- ”AL4” :
παρέμβαση προστασίας για υπόταση της γραμμής τροφοδοσίας.
- ”AL5” :
μοντέλο με GRA: παρέμβαση προστασίας για ανεπαρκή πίεση
του κυκλώματος ψύξης νερού της λάμπας. Αποκατάσταση μη
αυτόματη.
μοντέλο χωρίς GRA: έλλειψη σύνδεσης συνδέσμου πόλωσης στη
μηχανή (EIK. E).
-
“AL9” :
παρέμβαση προστασίας μαγνητικών τμημάτων.
-
“AL10” :
βλάβη σειριακής γραμμής: σειριακή αποσυνδεδεμένη.
-
“AL11” :
παρέμβαση προστασίας για έλλειψη φάσης της γραμμής
τροφοδοσίας.
-
“AL12” :
βλάβη σειριακής γραμμής: σφάλμα στα δεδομένα.
-
“AL13” :
υπερβολικό εναπόθεμα σκόνης μέσα στη συγκολλητική μηχανή,
αποκατάσταση με:
- εσωτερικό καθαρισμό της μηχανής,
- πλήκτρο επιλογής παραμέτρων πίνακα ελέγχου.
Στο σβήσιμο της συγκολλητικής μηχανής μπορεί να εμφανιστεί, για μερικά
δευτερόλεπτα, η σήμανση
”AL11”
και
“OFF”
.
3a, 3b, 3c - ΛΥΧΝΙΑ ένδειξης τρέχουσας μονάδας μετρήσεως (ampere,
δευτερόλεπτα, εκατοστιαίο ποσοστό).
4- Περιστροφικός διακόπτης ελέγχου encoder.
Επιτρέπει τη ρύθμιση των παραμέτρων συγκόλλησης
(4a)
.
: Ρεύμα συγκόλλησης σε τρόπο TIG/MMA.
: Σε τρόπο TIG επιτρέπει τη βαθμιαία μείωση του ρεύματος στην
απελευθέρωση του πλήκτρου λάμπας (ρύθμιση 0-3 sec) και
ΛΥΧΝΙΑ
(3b)
φωτισμένη.
: Σε τρόπο TIG παίρνει την έννοια “Μετά-αερίου”, επιτρέποντας
την προσαρμογή του χρόνου εκροής αερίου προστασίας μετά το
σταμάτημα της συγκόλλησης (ρύθμιση 0,1-10 sec και ΛΥΧΝΙΑ
(3b)
φωτεινή).
: Ενεργοποιείται αποκλειστικά αν επιλέγεται ο τρόπος “SPOT” με
πλήκτρο
(7)
. Επιτρέπει την εκτέλεση πονταρισμάτων σε τρόπο
TIG με έλεγχο της διάρκειας συγκόλλησης (ρύθμιση 0,1-10 sec
και ΛΥΧΝΙΑ
(3b)
φωτισμένη).
: Σε λειτουργία ηλεκτροδίου MMA, η παράμετρος παίρνει την
έννοια “Arc force” επιτρέποντας να προσδιοριστεί το δυναμικό
υπερεύμα (ρύθμιση 0-100% και ΛΥΧΝΙΑ
(3c)
φωτεινή).
5- Πλήκτρο επιλογής διαδικασίας συγκόλλησης.
Πιέζοντας το πλήκτρο φωτίζεται η λυχνία ανάλογα με τον τρόπο συγκόλλησης
που θέλετε να υιοθετήσετε:
: επενδεδυμένο ηλεκτρόδιο “MMA”.
: TIG-DC με εμπύρευμα τόξου δια επαφής (LIFT-ARC).
: MIG.
6- Πλήκτρο ένταξης του χειρισμού εξ αποστάσεως
.
Με ΛΥΧΝΙΑ
φωτεινή, η ρύθμιση μπορεί να εκτελείται αποκλειστικά
από το χειρισμό εξ αποστάσεως και, ειδικότερα:
a) Χειρισμός ενός ποτενσιομέτρου:
επιτρέπει τη ρύθμιση του ρεύματος
συγκόλλησης σε τρόπο TIG/MMA.
b) Χειρισμός δυο ποτενσιομέτρων:
επιτρέπει τη ρύθμιση του ρεύματος
συγκόλλησης TIG/MMA και τη ρύθμιση του SLOPE DOWN σε ΤIG ή ARC
FORCE σε MMA (επιλογή ΛΥΧΝΙΑ παράμετρος αυτόματη).
c) Χειρισμός με πεντάλ:
επιτρέπει τη ρύθμιση του ρεύματος συγκόλλησης σε
τρόπο TIG/MMA.
ΣΗΜΕΙΩΣΗ: H επιλογή “ΕΞ ΑΠΟΣΤΑΣΕΩΣ“ (REMOTE) είναι δυνατή μόνο αν
ένας χειρισμός εξ αποστάσεως είναι πράγματι συνδεδεμένος στο σύνδεσμό του.
7- Πλήκτρο επιλογής τρόπου ελέγχου του πλήκτρου λάμπας TIG.
Πιέζοντας το πλήκτρο φωτίζεται η ΛΥΧΝΙΑ σε αντιστοιχία με:
: λειτουργία 2 χρόνων, ON-OFF με πλήκτρο πιεσμένο.
: λειτουργία 4 χρόνων, ON-OFF με πλήκτρο απελευθερωμένο.
: λειτουργία σε ποντάρισμα TIG (SPOT).
4.2.1 ΠΙΝΑΚΑΣ ΕΛΕΓΧΟΥ ΤΗΣ ΤΡΟΦΟΔΟΣΙΑΣ ΣΥΡΜΑΤΟΣ (EIK. D)
1- ΛΥΧΝΙΑ σήμανσης ΣΥΝΑΓΕΡΜΟΥ
(το output της μηχανής είναι μπλοκαρισμένο).
Η αποκατάσταση είναι αυτόματη όταν παύσει η αιτία συναγερμού.
Μηνύματα συναγερμού που εμφανίζονται στις οθόνες
(15)
και
(16)
:
-
“AL7” :
παρέμβαση προστασίας για υπερεύμα στη συγκόλληση MIG-MAG.
-
“AL8” :
βλάβη σειριακής γραμμής: βραχυκύκλωμα στη λάμπα.
Για τα υπόλοιπα βλέπε “ΠΙΝΑΚΑ ΕΛΕΓΧΟΥ ΤΗΣ ΣΥΓΚΟΛΛΗΤΙΚΗΣ ΜΗΧΑΝΗΣ”
(παρ. 4.2).
2- ΛΥΧΝΙΑ σήμανσης ΠΑΡΟΥΣΙΑΣ ΤΑΣΗΣ ΣΤΗ ΛΑΜΠΑ Η ΣΤΟ ΗΛΕΚΤΡΟΔΙΟ.
3- ΛΥΧΝΙΑ σήμανσης ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΥ ΣΥΓΚΟΛΛΗΤΙΚΗΣ ΜΗΧΑΝΗΣ.
4 - Πλήκτρο ανάκλησης (RECALL) εξατομικευμένων προγραμμάτων
συγκόλλησης (βλέπε παρ. 4.3.2.4).
5- Πλήκτρο αποθήκευσης (SAVE) εξατομικευμένων προγραμμάτων
συγκόλλησης (βλέπε παρ. 4.3.2.3).
6- Πλήκτρο επιλογής προγράμματος συγκόλλησης και οθόνης 2 digit.
Πιέζοντας διαδοχικά το πλήκτρο, η οθόνη εμφανίζει τους αριθμούς μεταξύ “0” και
“36”. Σε κάθε αριθμό μεταξύ “1” και “36” συνδυάζεται ένα συνεργικό πρόγραμμα
συγκόλλησης
(βλέπε ΠΙΝ. 3)
ενώ στον αριθμό “0” συνδυάζεται η λειτουργία
σε χειροκίνητο τρόπο της συγκολλητικής μηχανής, όπου όλες οι παράμετροι
μπορούν να προσδιορίζονται από το χειριστή (μόνο σε MIG-MAG SHORT και
SPRAY ARC).
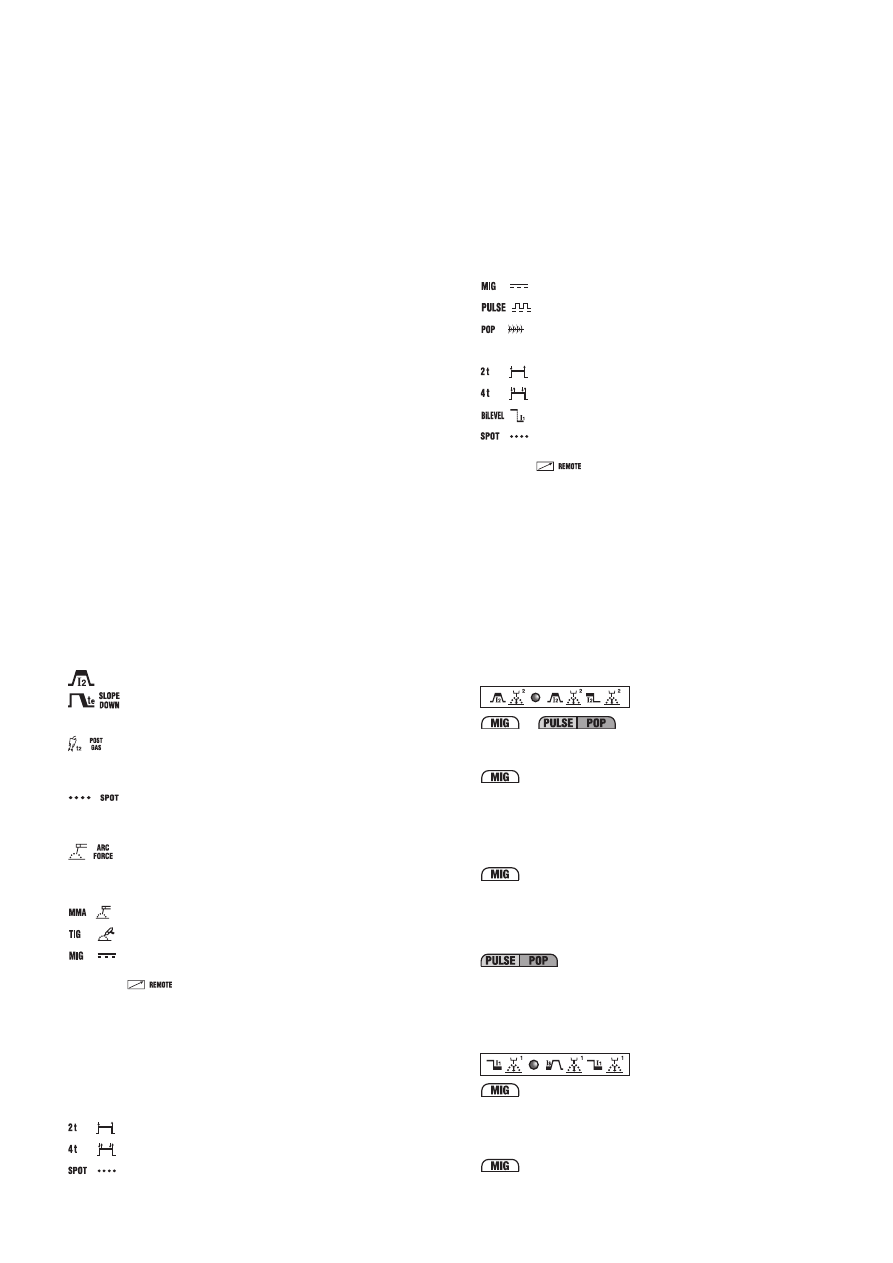
7- Πλήκτρο επιλογής διαδικασίας συγκόλλησης.
Πιέζοντας το πλήκτρο φωτίζεται η ΛΥΧΝΙΑ ανάλογα με τον τρόπο συγκόλλησης
που θέλετε να χρησιμοποιήσετε:
: MIG-MAG με τρόπο “SHORT/SPRAY ARC”.
: MIG-MAG με τρόπο “PULSE ARC”.
: MIG-MAG με τρόπο “PULSE ON PULSE”.
8- Πλήκτρο επιλογής τρόπου ελέγχου του πλήκτρου λάμπας MIG-MAG.
Πιέζοντας το πλήκτρο φωτίζεται η ΛΥΧΝΙΑ ανάλογα με:
: λειτουργία 2 χρόνων, ON-OFF με πλήκτρο πιεσμένο.
: λειτουργία 4 χρόνων, ON-OFF με πλήκτρο απελευθερωμένο.
: λειτουργία bi-level για MIG-MAG, TIG.
: λειτουργία σε ποντάρισμα MIG-MAG (SPOT).
9- Πλήκτρο ένταξης χειρισμού εξ αποστάσεως
.
Με ΛΥΧΝΙΑ
φωτισμένη, η ρύθμιση μπορεί αποκλειστικά να εκτελεστεί
από το χειρισμό εξ αποστάσεως και ειδικά:
- χειρισμός δυο ποτενσιομέτρων:
αντικαθιστά τη λειτουργία των
περιστροφικών διακοπτών ενκόντερ
(14)
και
(13).
ΣΗΜΕΙΩΣΗ: H επιλογή “ΕΞ ΑΠΟΣΤΑΣΕΩΣ“ (REMOTE) είναι δυνατή μόνο αν
ένας χειρισμός εξ αποστάσεως είναι πράγματι συνδεδεμένος στο σύνδεσμό του.
10- Πλήκτρο επιλογής των παραμέτρων συγκόλλησης.
Πιέζοντας διαδοχικά το πλήκτρο, φωτίζεται μια από τις ΛΥΧΝΙΕΣ από
(10a)
έως
(10h)
με τις οποίες συνδυάζεται μια ειδική παράμετρος. Ο προσδιορισμός
της τιμής κάθε ενεργοποιημένης παραμέτρου, εκτελείται με τον περιστροφικό
διακόπτη
(13)
και εμφανίζεται στην οθόνη
(15)
. Κατά αυτές τις ρυθμίσεις
ο περιστροφικός διακόπτης
(14)
ρυθμίζει την τιμή του κυρίου επιπέδου
συγκόλλησης που δείχνει η οθόνη
(16)
, είτε αυτό είναι ρεύμα είτε είναι ταχύτητα
σύρματος (βλέπε περιγραφή στο σημείο
(14)
), εκτός της περίπτωσης
(10b)
.
Μόνο με τη λυχνία
(10b)
αναμμένη ο περιστροφικός διακόπτης
(14)
επιτρέπει
να ρυθμιστεί η τιμή επιπέδου του δευτερεύοντος επιπέδου (βλέπε περιγραφή
λυχνίας
(10b)
).
Σημείωση:
οι παράμετροι που δεν τροποποιούνται από το χειριστή, ανάλογα
με το αν εργάζεστε σε συνεργικό πρόγραμμα ή σε χειροκίνητο τρόπο “PRG 0”
αποκλείονται αυτόματα από την επιλογή και η αντίστοιχη ΛΥΧΝΙΑ δεν φωτίζεται.
10a-
Αυτή η παράμετρος εμφανίζεται αυτόματα κατά τις ενέργειες συγκόλλησης MIG-
MAG, δείχνοντας την πραγματική τάση τόξου (λυχνία (15a) φωτισμένη).
Ρυθμίσεις:
Short arc
Κατά τη ρύθμιση ενός συνεργικού προγράμματος MIG-MAG Short arc
επιτρέπει τη ρύθμιση της διόρθωσης που θέλετε να επιφέρετε στο μήκος τόξου
υπολογισμένο σε συνεργία (range από -5% έως +5%) (λυχνία
(15c)
φωτεινή).
Στο ίδιο καθεστώς, προσδιορίζοντας τη λειτουργία bi-level η παράμετρος παίρνει
την έννοια της διόρθωσης του μήκους τόξου του κυρίου επιπέδου συγκόλλησης,
υπολογισμένο πάντα σε συνεργία (range από -5% έως +5%) (λυχνία
(15c)
φωτισμένη).
Short arc “PRG 0”
Πάντα σε λειτουργία MIG-MAG Short arc, χειροκίνητο πρόγραμμα “PRG 0”,
επιτρέπει να προσδιορίσετε την πραγματική τάση τόξου (range 10-40) (λυχνία
(15a)
φωτισμένη).
Στο ίδιο καθεστώς, προσδιορίζοντας τη λειτουργία bi-level, η παράμετρος παίρνει
την έννοια της πραγματικής τάσης τόξου του κυρίου επιπέδου συγκόλλησης
(range 10-40) (λυχνία
(15a)
φωτισμένη).
Κατά τον προσδιορισμό ενός συνεργικού προγράμματος MIG-MAG Pulse arc
επιτρέπει να ρυθμίσετε τη διόρθωση που θέλετε να επιφέρετε στο μήκος τόξου
υπολογισμένο σε συνεργία (range από -5% έως +5%) (λυχνία
(15c)
φωτισμένη).
Στο ίδιο καθεστώς, προσδιορίζοντας τη λειτουργία bi-level, pulse on pulse o T
start
η παράμετρος παίρνει την έννοια της διόρθωσης του μήκους τόξου του κυρίου
επιπέδου συγκόλλησης, υπολογισμένο πάντα σε συνεργία (range από -5% έως
+5%) (λυχνία
(15c)
φωτισμένη).
10b-
Short arc
Στα
συνεργικά προγράμματα MIG-MAG short arc, προσδιορίζοντας τη
λειτουργία bi-level επιτρέπει να ρυθμίσετε το ρεύμα/την ταχύτητα σύρματος (με
περιστροφικό διακόπτη
(14)
) και τη διόρθωση του μήκους τόξου (με περιστροφικό
διακόπτη
(13)
) του δευτερεύοντος επιπέδου συγκόλλησης, υπολογισμένο σε
συνεργία (range από -5% έως +5%) (λυχνία
(15c)
φωτισμένη).
Short arc “PRG 0”
Επιλέγοντας
το χειροκίνητο πρόγραμμα “PRG 0” με τη λειτουργία bi-level,
επιτρέπει να ρυθμίσετε την ταχύτητα του σύρματος (με περιστροφικό διακόπτη
(14)
, (λυχνία
16c
) φωτισμένη) και την πραγματική τάση τόξου (με περιστροφικό
διακόπτη
(13)
) του δευτερεύοντος επιπέδου I
1
συγκόλλησης (range 10-40)
 1
1
 2
2
 3
3
 4
4
 5
5
 6
6
 7
7
 8
8
 9
9
 10
10
 11
11
 12
12
 13
13
 14
14
 15
15
 16
16
 17
17
 18
18
 19
19
 20
20
 21
21
 22
22
 23
23
 24
24
 25
25
 26
26
 27
27
 28
28
 29
29
 30
30
 31
31
 32
32
 33
33
 34
34
 35
35
 36
36
 37
37
 38
38
 39
39
 40
40
 41
41
 42
42
 43
43
 44
44
 45
45
 46
46
 47
47
 48
48
 49
49
 50
50
 51
51
 52
52
 53
53
 54
54
 55
55
 56
56
 57
57
 58
58
 59
59
 60
60
 61
61
 62
62
 63
63
 64
64
 65
65
 66
66
 67
67
 68
68
 69
69
 70
70
 71
71
 72
72
 73
73
 74
74
 75
75
 76
76
 77
77
 78
78
 79
79
 80
80
 81
81
 82
82
 83
83
 84
84
 85
85
 86
86
 87
87
 88
88
 89
89
 90
90
 91
91
 92
92
 93
93
 94
94
 95
95
 96
96
 97
97
 98
98
 99
99
 100
100
 101
101
 102
102
 103
103
 104
104
 105
105
 106
106
 107
107
 108
108
 109
109
 110
110
 111
111
 112
112
 113
113
 114
114
 115
115
 116
116
 117
117
 118
118
 119
119
 120
120
 121
121
 122
122
 123
123
 124
124
 125
125
 126
126
 127
127
 128
128
 129
129
 130
130
 131
131
 132
132
 133
133
 134
134
 135
135
 136
136
 137
137
 138
138
 139
139
 140
140
 141
141
 142
142
 143
143
 144
144
 145
145
 146
146
 147
147
 148
148
 149
149
 150
150
 151
151
 152
152
 153
153
 154
154
 155
155
 156
156
 157
157
 158
158
 159
159
 160
160
 161
161
 162
162
 163
163
 164
164
 165
165
 166
166
 167
167
 168
168
 169
169
 170
170
 171
171
 172
172
 173
173
 174
174
 175
175
 176
176
 177
177
 178
178
 179
179
 180
180















