- 140 -
kontrolu i na zaslonu (3) stroja za varenje očitava se natpis “feed”.
1- LED za signalizaciju Alarma
(izlaz iz stroja za varenje je blokiran). Na zaslonu
(3) se očitava poruka o alarmu.
Stroj za varenje se automatski ponovno pokreće kada se ukloni razlog alarma.
2- LED za prisutnost napona na izlazu
(izlaz je aktivan).
3- Alfanumerički zaslon sa 3 slova i znamenke
. Pokazuje:
- Struju za varenje u amperima.
Prikazana vrijednost je ona koja je postavljena dok je stroj za varenje u
praznom hodu, a dok stroj radi označava realnu vrijednost.
- Poruka alarma sa slijedećim značenjem:
- ”AL1” :
intervencija termičke zaštite primarnog kruga.
- ”AL2” :
intervencija termičke zaštite sekundarnog kruga.
- ”AL3” :
intervencija zaštite uslijed prekomjernog napona sustava
napajanja.
- ”AL4” :
intervencija zaštite uslijed nedovoljnog napona sustava napajanja.
- ”AL5” :
model sa GRA: intervencija zaštite uslijed nedovoljnog pritiska
sustava za rashlađivanje plamenika vodom. Stroj za varenje se ne
pokreće automatski.
Model bez GRA: nedostatak spajanja priključka za polarizaciju na
stroj (FIG. E).
-
“AL9” :
intervencija zaštite magnetskih komponenata.
-
“AL10” :
kvar na serijskoj liniji: serijal isključen.
-
“AL11” :
intervencija zaštite uslijed nedostatka faze u sustavu napajanja.
-
“AL12” :
kvar na serijskoj liniji: greška u podacima.
-
“AL13” :
prekomjerno polaganje prašine unutar stroja za varenje, stroj se
ponovno pokreće:
- čišćenjem unutarnjeg dijela stroja;
- tipka za odabir parametara na komandnoj ploči.
Kod gašenja stroja za varenje, na nekoliko sekundi se mogu očitati signalizacije
”AL11”
i
“OFF”
.
3a, 3b, 3c - LED za ukazivanje jedinice mjerenja u tijeku (amperi, sekunde,
postotak).
4- komandna ručica encoder.
Omogučava regulaciju parametara varenja
(4a)
.
: Struja za varenje na način rada TIG/MMA.
: Kod načina rada TIG omogučava postepeno smanjenje struje
prilikom otpuštanja tipke plamenika (regulacija 0-3sekunde) i
LED
(3b)
svijetli.
: Kod načina rada TIG poprima značenje “Post-gas”,
omogučavajući prilagođavanje trajanja ispuštanja zaštitnog plina
počevši od prekida varenja (regulacija 0,1-10 sekundi i LED
(3b)
svijetli).
: Aktivan je isključivo ako je odabran način rada “SPOT” tipkom
(7)
. Omogučava vršenje točkastog varenja kod načina rada TIG
sa kontrolom trajanja varenja (regulacija 0,1-10 secondi e LED
(3b)
svijetli).
: Kod načina rada sa elektrodom MMA, parametar poprima
značenje “Arc force” omogučavajući postavljanje dinamičke
prekomjerne struje (regulacija 0-100% i LED
(3c)
svijetli).
5- Tipka za odabir procedure varenja.
Pritiskom na tipku, pali se led kod načina varenja koji se namjerava primijeniti:
: obložena elektroda “MMA”.
: TIG-DC sa paljenjem luka na kontakt (LIFT-ARC).
: MIG.
6- Tipka za uključivanje daljinskog upravljanja
.
Sa upaljenim LED-om
, regulacija se može vršiti isključivo daljinskim
upravljanjem i preciznije:
a) Komanda sa 1 potenciometrom:
omogučava regulaciju struje za varenje
kod načina rada TIG/MMA.
b) Komanda sa 2 potenciometra:
omogučava regulaciju struje za varenje TIG/
MMA i regulaciju SLOPE DOWN kod načina rada TIG ili ARC FORCE kod
MMA (automatski odabir LED parametra).
c) Komanda na pedalu:
omogučava regulaciju struje za varenje kod načina
rada TIG/MMA.
NAPOMENA: Odabir “DALJINSKI“ (REMOTE) je omogućen samo ako je
daljinsko upravljanje efektivno spojeno na svoj priključak.
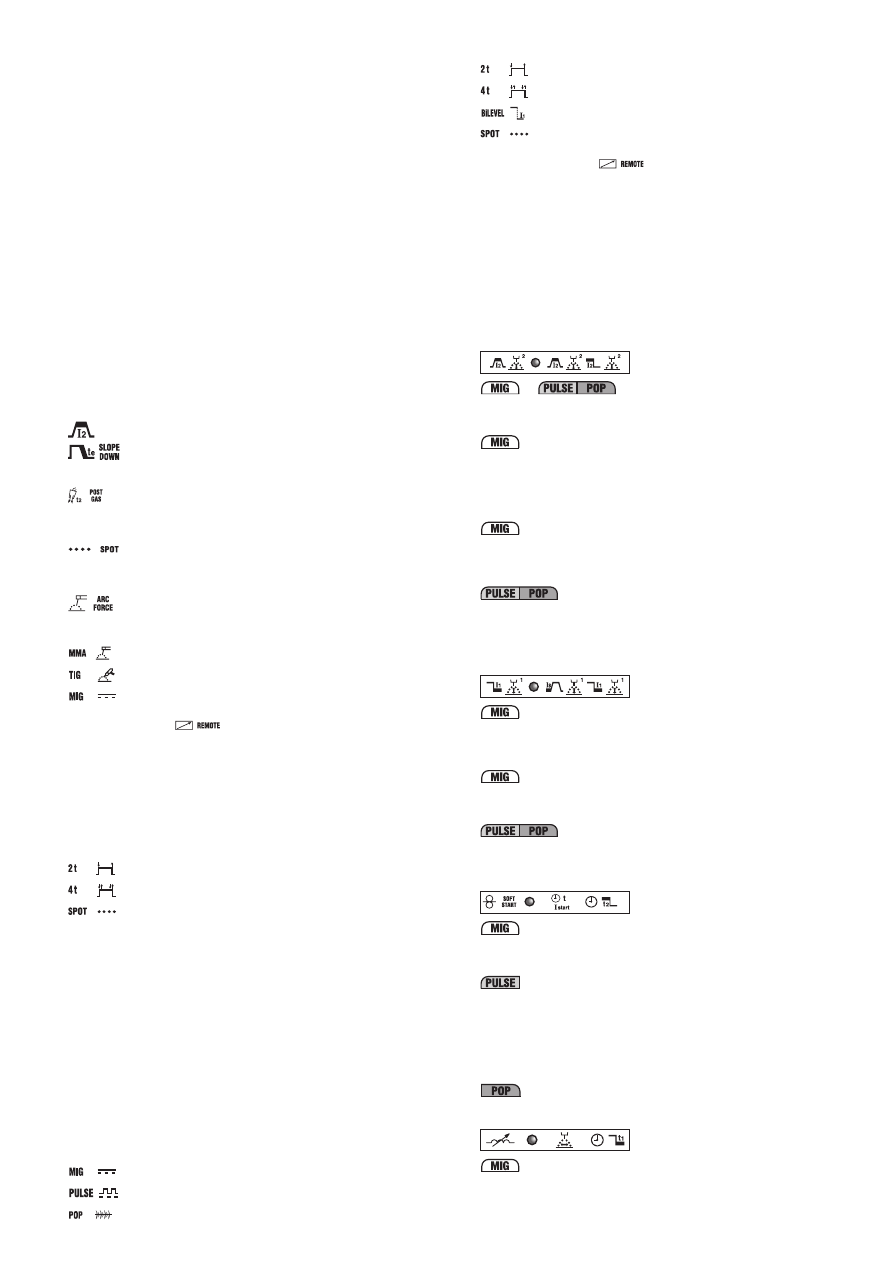
7- Tipka za odabir načina upravljanja tipke plamenika TIG.
Pritiskom na tipku pali se LED koji se odnosi na:
: rad u 2 takta, ON-OFF sa pritisnutom tipkom.
: rad na 4 takta, ON-OFF sa otpuštenom tipkom.
: rad kod točkastog varenja TIG (SPOT).
4.2.1 KONTROLNA PLOČA UREĐAJA ZA NAPAJANJE ŽICOM (FIG. D)
1- LED za signalizaciju ALARMA
(izlaz stroja je blokiran).
Ponovno se pokreće kada se ukloni razlog alarma.
Alarmne poruke navedene na zaslonima
(15)
i
(16)
:
-
“AL7” :
intervencija zaštite uslijed prekomjerne struje za varenje MIG-MAG.
-
“AL8” :
kvar na serijskoj liniji: kratki spoj u plameniku.
Za ostalo vidi “KOMANDNA PLOČA STROJA ZA VARENJE” (pogl. 4.2).
2- LED za signalizaciju PRISUTNOSTI NAPONA U PLAMENIKU ILI NA
ELEKTRODI.
3- LED za signalizaciju PROGRAMIRAJA STROJA ZA VARENJE.
4 - Tipka za prizivanje (RECALL) personaliziranih programa varenja (vidi pogl.
4.3.2.4).
5- Tipka za memoriziranje (SAVE) personaliziranih programa varenja (vidi
pogl. 4.3.2.3).
6- Tipka za odabir programa varenja i zaslon na 2 otkucaja.
Ako se tipka pritisne više puta uzastopno, na zaslonu se očitavaju brojevi između
“0” i “36”. Svakom broju od “1” i “36” pripada sinergijski program varenja
(vidi
TAB. 3)
dok broju “0” pripada ručni rad stroja za varenje, gdje operater može
postaviti sve parametre (samo kod MIG-MAG SHORT i SPRAY ARC).
7- Tipka za odabir procedure varenja.
Pritiskom tipke pali se LED kod načina varenja koji se namjerava primijeniti:
: MIG-MAG kod načina rada “SHORT/SPRAY ARC”.
: MIG-MAG kod načina rada “PULSE ARC”.
: MIG-MAG kod načina rada “PULSE ON PULSE”.
8- Tipka za odabir načina upravljanja tipke plamenika MIG-MAG.
Pritiskom tipke pali se LED koji se odnosi na:
: rad na 2 takta, ON-OFF sa pritisnutom tipkom.
: rad na 4 takta, ON-OFF sa otpuštenom tipkom.
: rad bi-level per MIG-MAG, TIG.
: rad kod točkastog varenja MIG-MAG (SPOT).
9- Tipka za uključivanje daljinskog upravljanja
.
Sa upaljenim LED-om
, regulacija može biti izvršena isključivo
daljinskim upravljanjem, a preciznije:
- komanda sa 2 potenciometra:
zamijenjuje funkciju ručke encoder-a
(14)
i
(13).
NAPOMENA: Odabir “DALJINSKO“ (REMOTE) omogućen je samo ako je
daljinsko upravljanje efektivno spojeno na svoj priključak.
10- Tipka za odabir parametara za varenje.
Uzastopnim pritiskom na tipku, pali se jedan od LED-ova od
(10a)
do
(10h)
kojima pripada sepcifičan parametar. Postavljanje vrijednosti svakog aktiviranog
parametra vrši se putem ručke
(13)
i prikazan je na zaslonu
(15)
. Tijekom ovih
postavki ručka
(14)
regulira vrijednost glavne razine varenja prikazanu na
zaslonu
(16)
, bilo tekuću ili brzinu žice (vidi opis točka
(14)
), osim za
(10b)
.
Samo kada je led
(10b)
upaljen ručka
(14)
omogučava regulaciju vrijednosti
sekundarne razine (vidi opis led-a
(10b)
).
Napomena:
parametri koje operater ne može mijenjati, ovisno o tome da li se
radi sa sinergijskim programom ili na ručni rad “PRG 0” automatski se ne mogu
odabrati; odgovarajući LED se ne pali.
10a-
Ovaj se parametar automatski očitava tijekom radnji varenja MIG-MAG,
ukazujući na realni napon luka (led (15a) upaljen).
Regulacije:
Short arc
Tijekom postavljanja sinergijskog programa MIG-MAG Short arc omogučava
regulaciju korekcije koja se vrši na dužinu luka obračunatu u sinergiji (raspon od
-5% do +5%) (led
(15c)
upaljen).
U istim uvjetima postavljajući funkciju bi-level parametar poprima značenje
korekcije dužine luka glavne razine varenja, obračunatu uvijek u sinergiji (raspon
od -5% do +5%) (led
(15c)
upaljen).
Short arc “PRG 0”
Kod načina rada MIG-MAG Short arc, ručni program “PRG 0”, omogučava
postavljanje efektivnog napona luka (raspon 10-40) (led
(15a)
upaljen).
U istim uvjetima postavljajući funkciju bi-level parametar poprima značenje
efektivnog napona luka glavne razine varenja (raspon 10-40) (led
(15a)
upaljen).
Tijekom postavljanja sinergijskog programa MIG-MAG Pulse arc omogučava
regulaciju korekcije koja se vrši na dužinu luka obračunatu u sinergiji (raspon od
-5% do +5%) (led
(15c)
upaljen).
U istim uvjetima postavljajući funkciju bi-level, pulse on pulse ili T
start
parametar
poprima značenje korekcije dužine luka glavne razine varenja, obračunate uvijek
u sinergiji (raspon od -5% do +5%) (led
(15c)
upaljen).
10b-
Short arc
U sinergijskim programima MIG-MAG short arc, postavljajući funkciju bi-level
omogučava se regulacija struje/brzine žice (ručkom
(14)
) i korekcija dužine luka
(rukom
(13)
) sekundarne razine varenja, obračunata u sinergiji (raspon od -5%
do +5%) (led
(15c)
upaljen).
Short arc “PRG 0”
Odabirom ručnog programa “PRG 0” sa funkcijom bi-level, omogučava se
regulacija brzine žice (ručkom
(14)
, (led
16c
) upaljen) i efektivni napon luka
(ručkom
(13)
) sekundarne razine I
1
varenja (raspon 10-40) ((led
(15a)
upaljen)
.
Kod načina rada
MIG-MAG pulse arc, postavljajući funkciju bi-level, pulse
on
pulse ili T
start
, omogučava se regulacija struje I
1
i I
S
(I
start
) (ručkom
(14)
) i korekcija
dužine luka (ručkom
(13)
) sekundarne razine varenja, obračunata u sinergiji
(raspon od -5% do +5%)(led
(15c)
upaljen).
10c-
Short arc “PRG 0”
Kod ručnog načina rada
“PRG 0” omogučava prilagođavanje brzine žice do
početka varenja za optimizaciju paljenja luka (regulacija 1-100% i LED
(15c)
upaljen).
Kod načina rada
MIG-MAG Pulse arc 2 TAKTA omogučava regulaciju trajanja
početne struje (T
start
). Postavljajući parametar na nulu, funkcija se deaktivira, dok
postavljajući bilo koju vrijednost iznad nule (regulacija 0,1-3 sekundi) moguće
je odabrati LED
(10b)
za regulaciju korekcije napona luka i vrijednosti početne
struje (sekundarna razina). Početna struja može biti postavljena kao viša ili
niža u odnosu na glavnu struju varenja; viša početna struja korisna je naročito
za varenje aluminijuma i njegovih legura, to omogučava brže grijanje komada
(“Hot-start”).
Kod načina rada
MIG-MAG Pulse on pulse omogučava se regulacija trajanja
glavne struje varenja (regulacija 0,1-10 sekundi i LED (15b) upaljen).
10d-
Short arc “PRG 0”
Kod ručnog načina rada
MIG-MAG “PRG 0” omogučava regulaciju elektronske
reaktivnosti (regulacija 20-80% i LED
(15c)
upaljen). Veća vrijednost daje topliji
krater varenja. Kod načina bi-level elektronska reaktivnost zajednička je za obje
postavljene razine.
 1
1
 2
2
 3
3
 4
4
 5
5
 6
6
 7
7
 8
8
 9
9
 10
10
 11
11
 12
12
 13
13
 14
14
 15
15
 16
16
 17
17
 18
18
 19
19
 20
20
 21
21
 22
22
 23
23
 24
24
 25
25
 26
26
 27
27
 28
28
 29
29
 30
30
 31
31
 32
32
 33
33
 34
34
 35
35
 36
36
 37
37
 38
38
 39
39
 40
40
 41
41
 42
42
 43
43
 44
44
 45
45
 46
46
 47
47
 48
48
 49
49
 50
50
 51
51
 52
52
 53
53
 54
54
 55
55
 56
56
 57
57
 58
58
 59
59
 60
60
 61
61
 62
62
 63
63
 64
64
 65
65
 66
66
 67
67
 68
68
 69
69
 70
70
 71
71
 72
72
 73
73
 74
74
 75
75
 76
76
 77
77
 78
78
 79
79
 80
80
 81
81
 82
82
 83
83
 84
84
 85
85
 86
86
 87
87
 88
88
 89
89
 90
90
 91
91
 92
92
 93
93
 94
94
 95
95
 96
96
 97
97
 98
98
 99
99
 100
100
 101
101
 102
102
 103
103
 104
104
 105
105
 106
106
 107
107
 108
108
 109
109
 110
110
 111
111
 112
112
 113
113
 114
114
 115
115
 116
116
 117
117
 118
118
 119
119
 120
120
 121
121
 122
122
 123
123
 124
124
 125
125
 126
126
 127
127
 128
128
 129
129
 130
130
 131
131
 132
132
 133
133
 134
134
 135
135
 136
136
 137
137
 138
138
 139
139
 140
140
 141
141
 142
142
 143
143
 144
144
 145
145
 146
146
 147
147
 148
148
 149
149
 150
150
 151
151
 152
152
 153
153
 154
154
 155
155
 156
156
 157
157
 158
158
 159
159
 160
160
 161
161
 162
162
 163
163
 164
164
 165
165
 166
166
 167
167
 168
168
 169
169
 170
170
 171
171
 172
172
 173
173
 174
174
 175
175
 176
176
 177
177
 178
178
 179
179
 180
180















