20
а) Отрегулировать натяжение сварочной проволоки. Это делается с помощью
гайки, установленной на оси бобины. Закручивая гайку, Вы увеличиваете трение
между бобиной и опорой, на которой она находится. В результате в процессе
протяжки
проволока
автоматически
натягивается
пропорционально
установленной вами силе трения.
Или другим способом, определяемым типом вашего полуавтомата. Так или иначе,
натяжение проволоки должно быть таким, чтобы проволока не «осыпалась» с
бобины, но и не особенно затрудняло протяжку.
б) Отрегулировать силу прижима прижимного ролика в подающем механизме.
Сила прижима должна быть такой, чтобы проволока уверенно, без
проскальзывания между роликами, подавалась в канал при любых изгибах
подводящего шланга.
Но, с другой стороны, проволока не должна ломаться на входе в подающий канал,
если по какой либо причине застряла в нём.
Например, проволока приварилась к медному наконечнику и «встала». Если
ролик прижат чрезмерно сильно, то проволока сломается в промежутке между
роликом и входом в подводящий канал, а если прижим нормальный – то начнёт
проскальзывать.
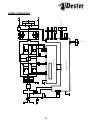
Также на передней панели аппарата есть регулятор скорости подачи проволоки
(9
, Рис.1). С помощью вращения этого переключателя по часовой стрелке можно
увеличить скорость подачи проволоки, а при повороте против часовой стрелки –
уменьшить скорость подачи проволоки. Регулировка плавная.
ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ ПЕРЕД MМА СВАРКОЙ
Перед началом работы необходимо надеть индивидуальные средства защиты
(защитную маску, изоляционные перчатки и спецодежду)
Используйте прямую и обратную полярность подключения кабеля в зависимости
от указаний производителей электродов. Метод соединения выбирается в
соответствии с процессом сварки детали. Неправильный выбор вызовет
нестабильность дуги, значительно большее разбрызгивание и прилипание
электрода. При ошибке подсоединения поменяйте крепежные штекеры местами.
ВНИМАНИЕ!
Не стоит думать, что причиной является повреждение сварочного
аппарата.
Убедитесь в надежности подсоединения сварочных кабелей к крепежным
гнездам, иначе будет выгорать съемный штекер.
Сварочные кабели должны быть вставлены в соответствующие гнезда плотно и
до конца, чтобы обеспечить хороший электрический контакт. Неполный контакт
вызывает перегрев места соединения, быстрый износ и потерю мощности.
Нельзя использовать сварочные кабели длиной более 10 метров.
Нельзя использовать металлические детали, не являющиеся частью
свариваемого изделия, для удлинения обратной цепи, так как это приведет к
снижению безопасности при работе и плохому качеству сварки.
В большинстве случаев электрод подсоединяется к плюсовой клемме (+), однако
есть некоторые виды электродов, подключаемых к минусовой клемме (-), поэтому