25
Заканчивая сварочный шов, отведите электрод немного назад, чтобы заполнился
сварочный кратер, а затем резко поднимите его до исчезновения дуги.
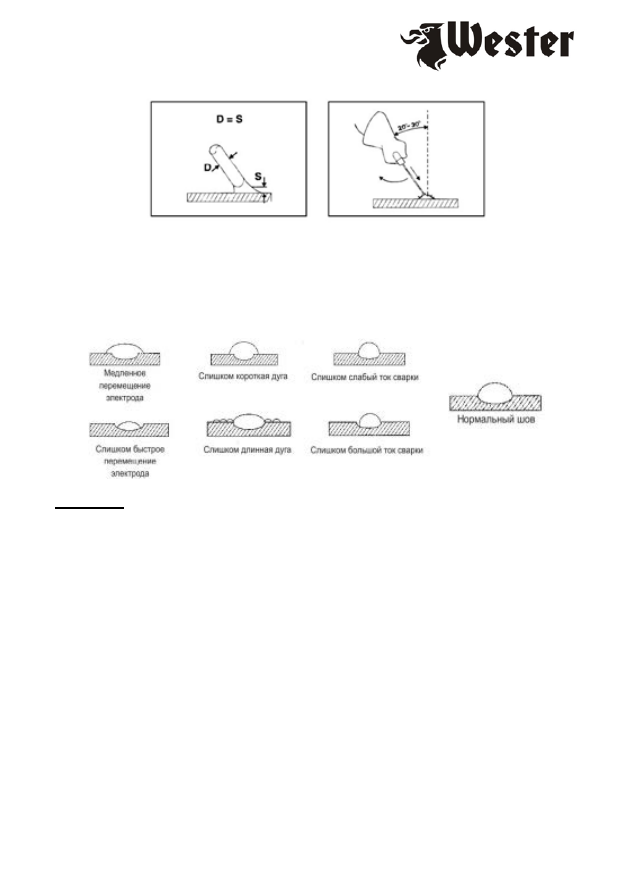
Параметры сварочных швов.
Помните!
Качество сварочного шва зависит не только от величины тока сварки,
но и от других параметров, таких как диаметр и качество электродов, длина дуги,
скорость сварки, а также от состояния электродов, которые должны быть
защищены от сырости их упаковкой или прокалены перед сваркой.
Дополнительные товары.
•
Клемма массы WESTER 990-047 300А
•
Проволока сварочная WESTER FW 08050 флюсовая 0.8мм, 0,5кг
•
Проволока сварочная WESTER FW 08050 флюсовая 0.8мм, 0,5кг
•
Проволока сварочная WESTER FW 10100 флюсовая 1.0мм, 1кг
•
Проволока сварочная WESTER FW 12100 флюсовая 1.2мм, 1кг
•
Маска сварочная WESTER WH2 DIN 11
•
Маска сварочная WESTER WH3 Хамелеон, DIN3, DIN 11
•
Маска сварочная WESTER WH4 Хамелеон, DIN4, DIN 11
•
Маска сварочная WESTER WH5 Хамелеон, с регулировкой затемнения DIN 9-13
•
Маска сварочная WESTER WH7 Хамелеон, с регулировкой затемнения DIN 9-13
•
Маска сварочная WESTER WH8 Хамелеон, с регулировкой затемнения DIN 9-11
•
Наголовник в сборе для WESTER WH3/WH5/WH7
•
Электрододержатель WESTER 990-046 200А
•
Электрод сварочный WESTER 990-019 АНО-21 2.5мм, 1кг
•
Электроды сварочные WESTER 990-020 АНО-21 3.2мм, 1кг
рис.10