3
ОПИСАНИЕ ОБОРУДОВАНИЯ
•
Конструктивно сварочный аппарат выполнен в одном корпусе и состоит из
источника постоянного тока, блока управления и привода подачи проволоки.
•
Однофазный сварочный аппарат вырабатывает постоянный ток.
•
Функция MIG/MAG сварки. Выполняется проволокой в среде защитного газа
или используется флюсовая проволока без дополнительной защиты.
•
Функция ММА сварки. Выполняется рутиловыми или целлюлозными
электродами.
•
Напряжение и ток могут быть плавно отрегулированы в зависимости от
толщины металла.
•
Автоматическая подача проволоки.
•
Мин. сварочный ток 30А, оптимальный для сварки тонких листов металла.
•
Оснащен индикатором перегрузки; с принудительным воздушным
охлаждением.
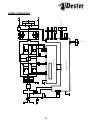
Передняя панель (рис.1).
1.
Индикатор включения (зеленый)
2. Индикатор перегрева (красный)
3. Индикатор работы (желтый)
4. Переключатель для выбора типа
сварки
5,6
. Разъемы кабеля заземления
и сварочного кабеля
7. Разъем подключения сварочной
горелки
8. Потенциометр для регулировки
сварочного напряжения (MIG);
регулировки сварочного тока (ММА)
9. Потенциометр для регулировки
c
варочного тока и скорости подачи
проволоки (MIG)
При
MIG
сварке сварочный ток/скорость подачи проволоки отрегулируйте
потенциометром 9, напряжение – потенциометром 8.
При
ММА
сварке регулировка осуществляется только потенциометром 8
(сварочный ток).
рис.1